結論:エンプラ特性は3つの考え方で読み解ける
材料グレードを変えても直らない不具合、設計を見直しても改善しない問題——こうした手詰まりの多くは、「その特性が材料側と設計側のどちらで決まるか」を誤解したまま対策を打っているために起きます。本記事はその分かれ目を読み解くための判断フレームを示します。
フレームは3つの考え方です。「材料寄りの特性(材料側がほぼ決める)」「設計寄りの特性(部品設計側がほぼ決める)」「両軸の特性(材料側と設計側が揃って初めて性能が確保される)」の3つです。データシートに書かれた数値の意味は、この視点で大きく変わります。「UL 94 V-0」は材料グレードと試験厚みの組で成立する材料寄りの指標です。片持ち梁のたわみは弾性率より部品肉厚の方がはるかに大きく効く、典型的な設計寄りの特性です。
重要なのは、実務でよく問題になる特性の多くが両軸の領域に属することです。耐トラッキング性や金属インサート周辺のヒートショック割れは、材料側だけ、あるいは設計側だけを変えても根本解決に至りません。「材料側と設計側のどちらが効くか」を区別できることが、担当領域を超えた実務判断の起点になります。
なお、樹脂部品の特性は本来、材料・部品設計・成形条件・金型設計といった複数の軸が組み合わさって発現します。本記事ではまず「材料」と「部品設計」の2軸に絞って全体像を整理します。成形条件(樹脂温度・保圧・冷却時間など)と金型設計(ゲート位置・冷却回路など)は別記事で扱う予定です。2軸での視点を持つことが、3軸目以降を学ぶ前提にもなります。
関連する上位フレームは、材料を作る側の判断軸(重合とコンパウンディング)でも整理しています。
3つの考え方の定義と判断軸
3つの考え方の定義を整理しておきます。
「材料寄り」は、材料側がほぼ決める特性です。ベースポリマーの化学骨格・難燃剤種・添加量など「処方」が性能の本体をなし、部品設計での改善余地が小さい特性群が該当します。「ほぼ決める」は「完全に決める」ではなく、設計条件(肉厚など)が変わると同じ材料グレードでも特性値が変わる例があります。
「設計寄り」は、部品設計側がほぼ決める特性です。肉厚・コーナーR・断面形状などの幾何形状パラメータが性能を支配し、材料の絶対値を変えるより設計変更の方が効率的に結果を動かせます。
「両軸」は、材料側と設計側の両方が揃って初めて性能が出る特性です。いずれかを固定したまま片方だけを改善しても目標に届かず、材料側と設計側のどちらか一方だけでは動かしきれない特性がこれにあたります。
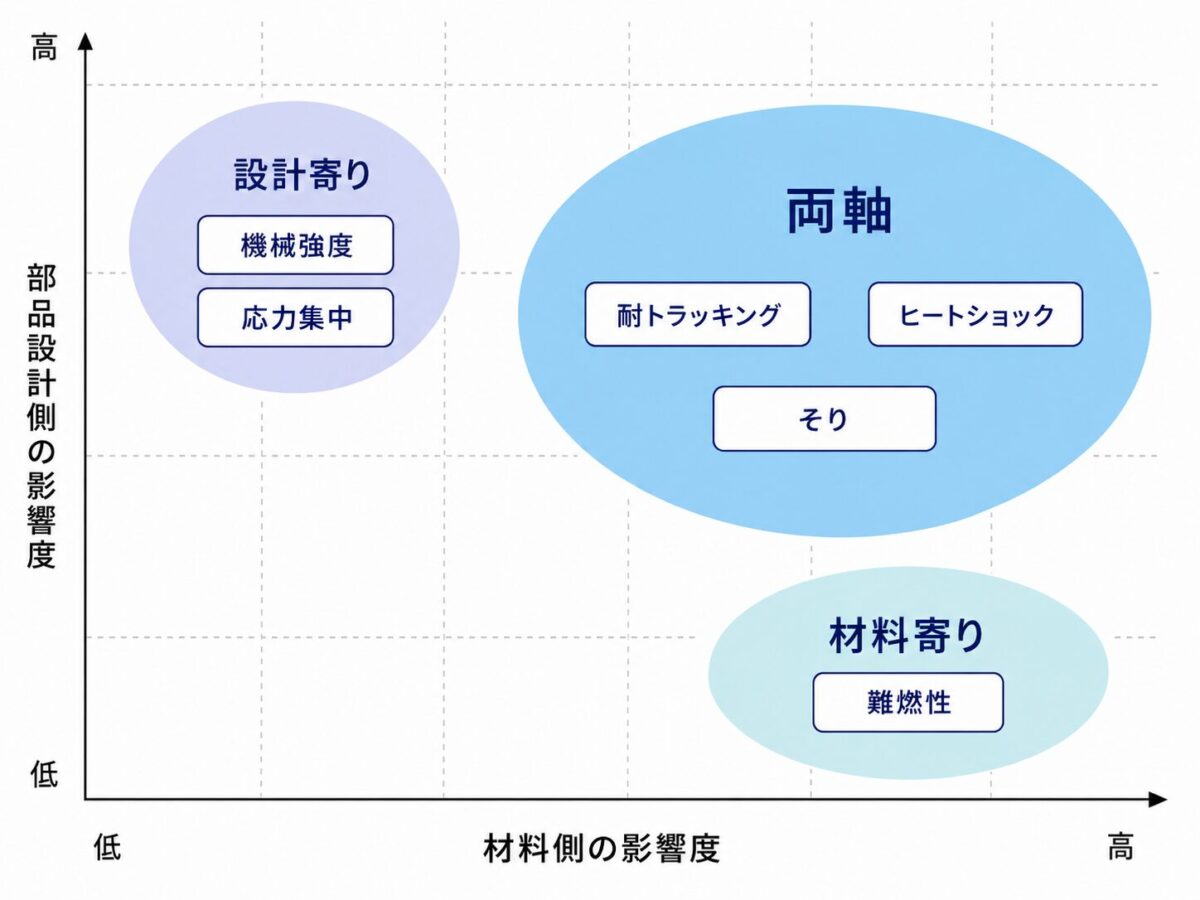
この概念マップを見ると、両軸の領域が広いことが分かります。ある特性が材料寄りか設計寄りか両軸かは文脈によって連続的に変わることもあるため、3つの考え方は厳密な分類というより「今どちら側を先に見るべきか」を整理する視点の補助ツールとして使うのが適切です。
ベースポリマーと処方で動かせる特性の考え方は、ベースポリマー依存と処方で動かせる特性の区別でも解説しています。
材料寄りの例:難燃性(UL 94)
難燃性の代表的な指標であるUL 94の等級(V-0 / V-1 / V-2)は、材料寄りの典型例です。
UL 94の20 mm垂直燃焼試験では、接炎後の有炎燃焼時間・5個の試験片の合計燃焼時間・無炎燃焼時間(炎が消えた後も赤熱状態が続く時間)・有炎滴下物による脱脂綿着火の有無などを組み合わせて等級を判定します(UL Solutions)。これらを左右するのは、ベースポリマーの化学骨格が熱で分解・炭化する挙動、難燃剤の種類(ハロゲン系・リン系・窒素系など)、そしてその添加量です。どの処方を選ぶかは材料メーカー側の設計事項であり、部品設計側が同グレードのまま難燃等級を変えることはできません。難燃性は材料側でほぼ決まる特性です。
実務上の注意点が一つあります。UL 94の等級は「材料グレード単体」に付与されるわけではなく、「材料グレード×試験厚み」の組で記録されます(UL Solutions, Yellow Card Plastics Recognition Program)。同じグレードでも薄い試験片では等級が下がる例があるため、設計した部品の最小肉厚が認証厚み以上かどうかをUL Yellow Cardで照合する作業が必要です。難燃等級の判定ロジックは材料寄りですが、実部品への適用は材料グレードと最小肉厚の組み合わせで確認するプロセスが伴います。
設計寄りの例:機械強度・剛性と応力集中
設計寄りを理解するには、具体的な数値が助けになります。
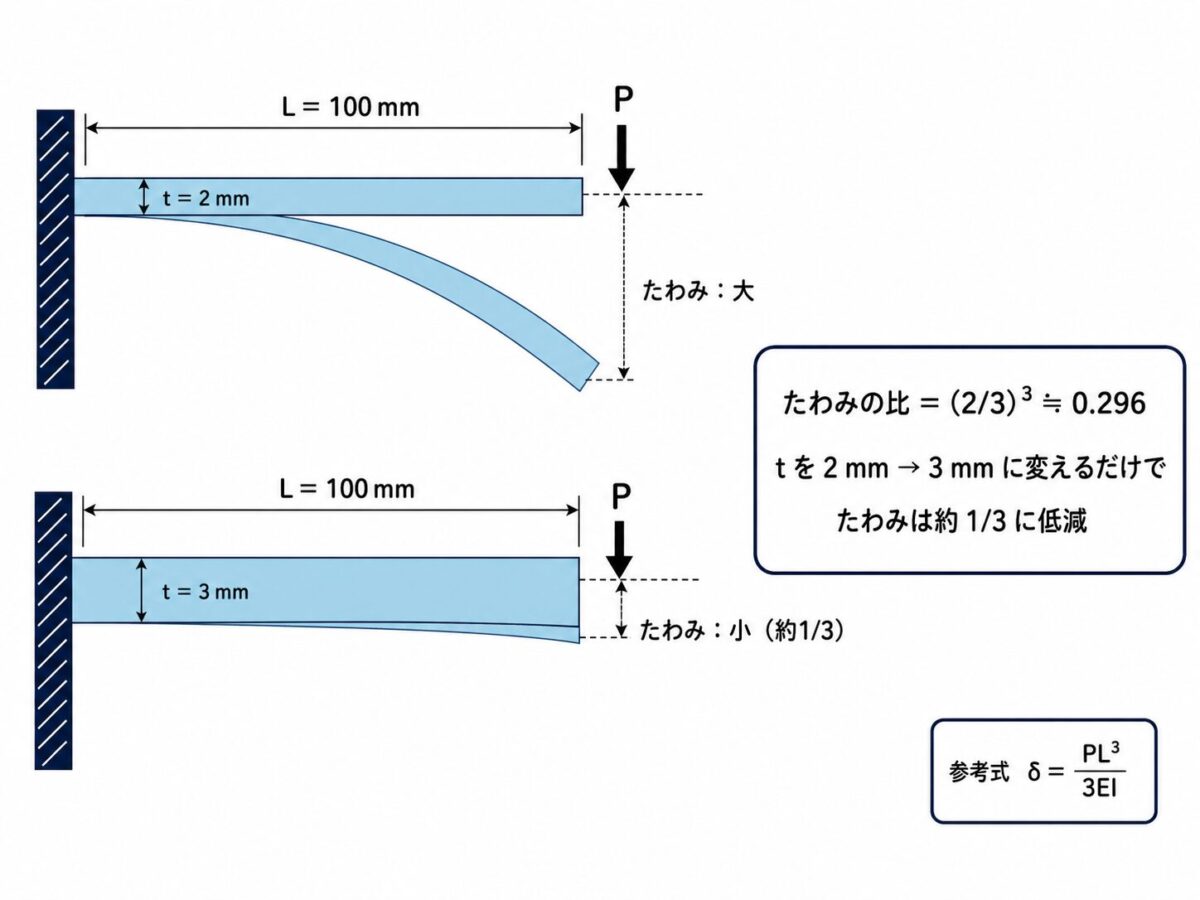
片持ち梁に先端集中荷重Pが働くときのたわみは、材料力学の標準式 δ = PL³/3EI で与えられます。長方形断面の断面二次モーメントはI = bt³/12ですので、式を整理するとδ = 4PL³ / (Ebt³) となります。L・b・Pが一定なら、たわみは材料の弾性率Eに「1乗」で、肉厚tに「3乗」で反比例します。
この差が実務上どう効くかを数値で確認しましょう。L = 100 mm、幅b一定の条件でt = 2 mmとt = 3 mmを比べると、たわみの比は (2/3)³ = 8/27 ≒ 0.296 です。t = 3 mmにするだけでたわみは約70%低減します。一方、弾性率を1.5倍に高めた場合の改善は1/1.5 ≒ 33%の低減にとどまります。弾性率はグレードごとに大きく異なるため、まず各材料のTDS(テクニカルデータシート、材料の物性値や成形条件などをまとめた技術資料)で確認してください。ただし、TDSの値をそのまま実部品の設計値に使うのは避けるのが安全です。とくにGF(ガラス繊維)強化グレードでは、GFが樹脂の流れる方向に沿って並ぶため、流れ方向と直角方向で弾性率が異なります。TDSの値は標準試験片を一定方向で測ったものなので、実部品の形状や流動方向によっては大きく外れる場合があります。
このように、剛性は設計側でほぼ決まる特性です。材料を変える前に、まず肉厚・リブ・断面形状の設計を見直すことが効率的な出発点になります。
ただし、この計算は小たわみ・線形弾性・等方均質材料・先端集中荷重・長方形断面の条件に限定されます。GF強化材の異方性・大たわみ・クリープ・複雑な断面形状では、単純梁式から外れることがある点に注意が必要です。
次に応力集中について整理します。切欠き・段付き・コーナーには応力が集中し、その大きさは理論応力集中係数Kt(最大応力を公称応力で割った比)で表されます。Ktは線形弾性の範囲で形状と荷重様式の関数であり、R/t(コーナー半径R ÷ 参照寸法t)などの無次元形状比が小さいほど——コーナーが鋭いほど——大きくなります。コーナーRを設けてR/t比を上げることが応力集中低減の基本設計であり、これは形状の問題ですから設計寄りの特性です。
ここで補足しておきたいのが、理論Ktと実際の破壊寿命の区別です。理論Ktは形状のみに依存しますが、疲労設計で使う疲労強度低下係数Kf(理論Ktに比べ実際の疲労強度がどれだけ低下するかを表す係数)やノッチ感受性q(切欠きによる応力集中への材料固有の感受度)は材料特性にも依存します。樹脂部品では粘弾性・靱性による局所応力の再配分も起きるため、「応力集中係数の大小は設計支配」とは言えますが、「実際の割れや疲労寿命まで材料に依存しない」とは言えません。コーナーRの設計変更を優先しつつ、材料側の靱性・伸びを並行して確認することが安全側の進め方です。
両軸の例①:耐トラッキング性(CTI×沿面距離)
コンセントや端子台など電気を通す部品に使われる絶縁材料では、「トラッキング」が重要な劣化モードです。トラッキングとは、絶縁材料の表面が汚損(水分・ほこり・塩分など)にさらされたとき、漏れ電流による炭化が進んで導電経路(トラック)が形成される現象です。この劣化を防ぐために、材料側の指標と設計側の指標が両方必要になります。
材料側の指標がCTI(比較トラッキング指数:Comparative Tracking Index)です。IEC 60112:2025は、CTIを「固体絶縁材料の比較・評価のための値」と位置づけており、試験結果が電気機器の安全な沿面距離設計を直接与えるものではないことを示しています。CTIはあくまで材料間の耐トラッキング性を標準化条件で比べるための数値です。また、材料の組成や表面状態によってCTIが変化することもIEC 60112:2025で示されており、完全に不変な材料定数とは扱えません。
設計側の指標が沿面距離(creepage distance:2つの導電部間の絶縁材料表面に沿った最短距離)です。必要な沿面距離は、動作電圧・汚損度(使用環境中のほこり・水分・汚染物質の程度を段階分けした指標)・絶縁カテゴリ(過電圧のレベルに応じて機器の絶縁要求を分類したもの)などを組み合わせて決まります。部品の形状・リブ・バリアをどう設計するかによって沿面距離は変わります。
高CTIの材料を選んでも沿面距離が不足すれば絶縁安全性は確保できません。逆に、CTIが相対的に低い材料でも、沿面距離を確保するかバリアを設けることで使用可能なケースもあります。CTIは材料側で決まり、沿面距離は設計側で決まります。データシートのCTI値を見たとき、「これは材料比較値であり、沿面距離の設計と組み合わせて初めて意味をもつ」と読む習慣が実務判断の精度を上げます。
なお実部品では、成形時に表面に現れるウェルドラインや表面粗さ、離型剤の残留などもトラッキング特性に影響することがあります。これらは成形条件・金型設計の領域であり、材料CTIと沿面距離の両軸が揃ったあとに確認したい次の論点になります。
両軸の例②:金属インサートのヒートショック割れ
金属インサートを埋め込んだ樹脂部品で、温度サイクル試験(ヒートショック試験)中または試験後に割れが発生するトラブルは、エンプラ部品の設計・品質担当者がよく直面する問題です。この割れも両軸の代表例であり、材料側と設計側の両方が関与します。
割れの主要因は2つあり、両者は同じ「金属と樹脂のCTE差」から生まれます。1つ目は成形冷却時に蓄積される残留応力です。樹脂が固化・冷却する過程で、樹脂は金属よりはるかに大きく収縮しようとします。しかし金属インサートに拘束されるため、インサート周辺の樹脂には引張の残留応力が蓄積されます。これは部品が成形された段階で、すでに組み込まれている応力です。
2つ目は冷熱サイクル時に発生する繰り返し応力です。温度サイクル試験や実使用での温度変化のたびに、樹脂と金属はCTE差に応じて異なる量で膨張・収縮します。樹脂は金属に拘束されているため、この変位差が周期的な応力として樹脂に加わります。残留応力が「割れの下準備」だとすれば、冷熱サイクル応力は「割れの引き金」にあたります。両者が重なることで、ヒートショック試験中または試験後に割れが発生します。
材料側の要素がCTE(熱膨張係数:温度1K変化あたりの長さ変化率)と樹脂の伸び・靱性です。一般に金属のCTEは、鉄系で約12、ステンレスで約10〜17、銅・真鍮で約17〜19 ×10⁻⁶/K程度です。これに対し、非強化樹脂は30〜100 ×10⁻⁶/K以上になります。この差が大きいほど、成形時の残留応力も冷熱サイクル時の繰り返し応力も大きくなります。さらに伸びが小さく靱性が低い材料ほど、同じ応力でも割れやすくなります。
設計側の要素はインサート周辺の樹脂の形状・肉厚・コーナーRです。樹脂層が薄すぎると残留応力も繰り返し応力も分散できず、角部が鋭いと応力集中も加わります。設計を最適化することで、残留応力と冷熱サイクル応力の両方を低減できる点に意味があります。
材料グレードを変えてCTEや靱性を改善しても、インサート周辺の形状が不適切であれば割れは解消しません。反対に設計を見直して肉厚を増やしコーナーRを確保しても、CTEが大きく伸びが低い材料を使い続ければ残留応力も冷熱サイクル応力も根本量が減りません。材料側と設計側の両方を同時に見直すことが根本解決の条件です。
GF強化樹脂ではCTEが流動方向と直角方向で大きく異なる異方性があります。データシートのCTE値を読む際は、測定方向・温度域・試験片の成形条件が明記されているかを確認してください。形状変更による応力分布の傾向比較には、CAE(Computer Aided Engineering、コンピュータによる工学解析)の活用が有効な手段になります。ただし、ヒートショック割れの絶対的な寿命予測までは、樹脂の粘弾性や経時変化を完全に取り込めないため、現状のCAEでは難しい場合が多い点に注意が必要です。成形条件・金型設計の詳細は本記事のスコープ外ですが、インサート予熱や熱圧入が残留応力低減に働くという考え方は概念として参考にできます。
用途別の選定早見表
以下のDecision Cardは、3つの考え方の代表特性について「材料側のどこを見るか」「設計側のどこを見るか」を整理した早見表です。データシートや技術記事を読む際の出発点として活用できます。
材料寄り:難燃グレード選定(電気・電子機器ハウジング等)
- 条件
- UL 94等級要件あり・設計で最小肉厚が決まっている
- 推奨(根拠)
- 材料グレード×最小肉厚の組でUL Yellow Cardを確認。難燃等級の本質的支配因子はベースポリマー骨格・難燃剤種・添加量(UL 94垂直燃焼分類の判定ロジックによる)
- 注意
- 同グレードでも試験厚みが変わると等級が変わる例あり。実部品の最小肉厚が認証厚み以上かを必ず照合する
設計寄り:片持ち梁・スナップフィット等の剛性・たわみ設計
- 条件
- たわみ量・剛性の目標値あり・荷重条件が特定されている
- 推奨(根拠)
- 肉厚・リブ・断面形状を先に最適化。δ=PL³/3EI・I=bt³/12の関係から、肉厚t³の効果は弾性率Eの1乗効果より指数的に大きく、設計変更の方が効率的
- 注意
- 大たわみ・クリープ・GF強化材の異方性・複雑断面形状では単純梁式が成立しない範囲がある。コーナーRによる応力集中対策は別途必要
両軸①:コンセント・端子台・スイッチ等の絶縁部品(耐トラッキング)
- 条件
- 動作電圧・汚損度・絶縁カテゴリが規格で規定されている
- 推奨(根拠)
- CTI(材料側)と沿面距離(設計側)の両軸を確認。IEC 60112:2025はCTIが実機絶縁設計値を直接与えないことを示しており、材料と設計のどちらか一方のみでは不十分
- 注意
- 高CTI材でも沿面距離が不足すれば絶縁安全性は確保できない。低CTI材でも設計対応(沿面延長・バリア)で使用可能な場合がある
両軸②:金属インサート付き樹脂・端子台・コネクタ(ヒートショック割れ)
- 条件
- ヒートショック試験要件あり・温度サイクル範囲が特定されている
- 推奨(根拠)
- CTE差・伸び/靱性(材料側)とインサート周辺の樹脂の形状・肉厚・コーナーR(設計側)を同時確認。成形時の残留応力と冷熱サイクル時の繰り返し応力の重なりが主要因であり、両軸が揃わないと根本解決しない
- 注意
- 形状変更時の応力分布比較にはCAEが有効だが、ヒートショック寿命の絶対値予測は現状でも難しい。GF強化材はCTE異方性が大きく、流動方向と直角方向で挙動が異なる点に注意
このカードはあくまで方向づけのツールです。実際の設計では各特性の境界条件(形状・荷重・環境・使用規格)を確認し、不明な点は材料メーカーの技術担当に「この特性は材料寄り・設計寄り・両軸のどれに近いか」を問い合わせる相談材料として使うことをお勧めします。
よくある質問(FAQ)
Q1. 成形条件や金型設計はどう関わりますか?
樹脂部品の特性は「材料×部品設計×成形条件×金型設計」の組み合わせで発現します。本記事は最初の2軸に絞った整理ですが、実際の現場では成形条件(樹脂温度・金型温度・保圧・冷却時間など)や金型設計(ゲート位置・ランナー・冷却回路など)も製品特性を大きく左右します。たとえば金属インサート部品のヒートショック割れでは、インサート予熱や成形時の冷却バランスが残留応力の大きさを変えます。耐トラッキング性でもウェルドラインや表面粗さが効いてきます。これらは別記事で扱う予定です。
Q2. 「材料寄り」「設計寄り」「両軸」の境界はどこで線を引けばよいですか?
3つの考え方は厳密な分類ではなく、「どちらを先に見るべきか」を整理する視点ツールとして使うのが適切です。実際には文脈や条件によって連続的に変わる特性も多くあります。難燃性のように材料側がほぼ決める特性でも、最小肉厚という設計条件が等級成立に絡みます。剛性のように設計側が支配的な特性でも、極端な要求では材料の弾性率レベルから検討する必要が出てきます。境界線を厳密に引くより、まずどちら側が大きく効きそうかを見当づけることに使ってみてください。
Q3. 自分の担当する特性がどれにあたるか分からないときは、どう確認すればよいですか?
材料側で動かせそうな手段と、部品設計側で動かせそうな手段を、それぞれ書き出してみるのが第一歩です。材料側に並ぶ手段が多ければ材料寄り、設計側が多ければ設計寄り、両方が並ぶなら両軸と判断できます。書き出すなかで自分の領域外の手段が出てこない場合は、相手側の担当者に「この特性は材料と設計のどちらで決まりやすいか」を聞いてみると、自分の知識の死角が見えやすくなります。
Q4. データシートに書かれた数値は、そのまま実部品の性能になりますか?
なりません。データシートの値は標準試験片を所定の条件で測ったものです。試験片の厚み・成形条件・測定温度・流動方向(GF強化材の場合)などの条件が、実部品とは異なります。本記事の例で言えば、UL 94の難燃等級は試験厚みごとに認証されますし、GF強化材のCTEは流動方向と直角方向で大きく異なります。データシートを読むときは、まず数値そのものより測定条件と試験規格を確認する習慣をおすすめします。
まとめ
本記事では、エンプラ特性を「材料寄り」「設計寄り」「両軸」の3つの考え方に分け、難燃性・機械強度/剛性・応力集中・耐トラッキング性・金属インサートのヒートショック割れを代表例として説明しました。
冒頭で問いかけた「材料側と設計側のどちらで決まるか」という視点は、データシートを読む場面でそのまま使えます。難燃等級を上げたいなら材料グレードの変更が先決です。たわみを減らしたいなら肉厚やリブの見直しが効果的な一手になります。耐トラッキング性やヒートショック耐性を確保したいなら、材料担当と設計担当が同じテーブルで議論しないと手戻りが生じます。
3つの考え方は「正解を出すツール」ではなく「問いの方向を整理するツール」です。自分の担当領域から見えにくい特性の根拠を相手側の視点から問い返せるようになると、材料変更か設計変更かの候補を絞りやすくなり、関係者との議論をかみ合わせる相談材料にもなります。データシートの数値を見るたびに「この特性は材料寄り・設計寄り・両軸のどれか」と一度立ち止まる習慣が、その第一歩です。実際の樹脂部品設計では、ここに成形条件・金型設計という軸も加わります。本記事の2軸が腑に落ちたら、その先の軸にも視野を広げてみてください。
参考文献
- International Electrotechnical Commission (2025). IEC 60112:2025, Method for the determination of the proof and the comparative tracking indices of solid insulating materials. International Electrotechnical Commission. IEC公式
- UL Solutions. Combustion and Fire Tests for Plastics. UL Solutions. UL公式 / UL Solutions. UL Yellow Card Plastics Recognition Program. Yellow Card
- 三菱エンジニアリングプラスチックス株式会社. ユーピロン™/ノバレックス™:製品設計. 技術資料
- 機械設計Map. 梁のたわみ計算について. 技術解説
- 東レ株式会社. PPS樹脂 トレリナ™:金型設計の補足. 東レの樹脂製品 テクニカル情報. 技術資料
- 東レ株式会社. ナイロン樹脂 アミラン™:成形品の寸法の出し方. 東レの樹脂製品 テクニカル情報. 技術資料

