結論:HS割れ対策は材料と設計の両輪が原則
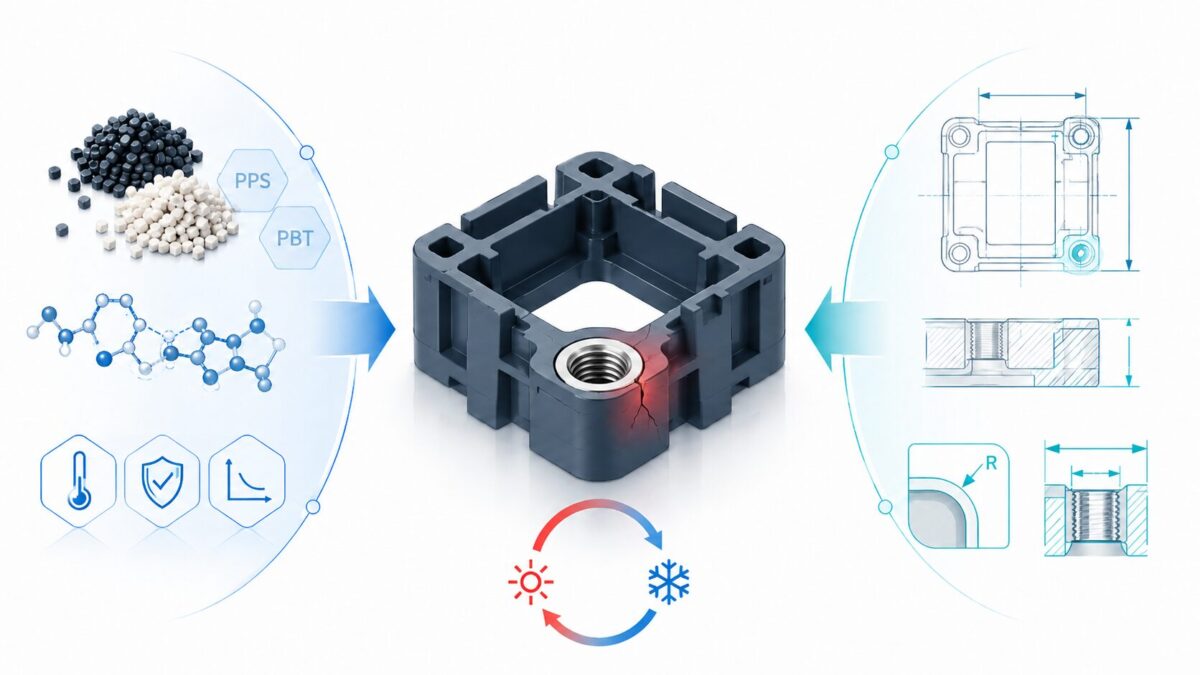
金属インサート部品のヒートショック(冷熱サイクル)割れを抑えるには、耐HSグレード(ヒートショック耐性を高めた特殊樹脂グレード)の選定(材料側)と応力・ひずみを下げる部品設計(設計側)を同時に進めることが原則です。どちらか片方への依存では、割れリスクを十分に下げられないケースが少なくありません。
この記事では、自動車インサート部品の3つの構造タイプ(端子インサート系・大型インサート系・小型精密系)を判断軸として、材料選定と設計の確認点を整理します。耐HSグレードが持つカタログに出にくい背反——コスト・モールドデポジット・難燃認定厚み——についても、実務判断に使える粒度で解説します。
CTE値の絶対水準・インサート予熱の概念・両軸の全体像については、親記事「材料・設計・両軸の3つの型」で詳しく扱っています。本記事はその子記事として、用途軸からの実務判断を補完する位置付けです。
ヒートショック割れが起きるしくみ
金属と樹脂が一体化したインサート部品を冷熱サイクルにさらすと、温度変化のたびに両材料が異なる速度で膨張・収縮します。これが界面にせん断応力を生み出す起点となります。ここで鍵を握るのが線膨張係数(CTE:温度変化1℃あたりの材料の伸び縮みの割合)です。鉄鋼のCTEが概ね10〜12×10⁻⁶ /K、銅合金が16〜18×10⁻⁶ /K程度であるのに対し、GF強化樹脂はより高いCTEを示す傾向があります(いずれも代表目安値。グレード・測定方向・成形条件で変動)。
ここで見落としやすいのが、GF強化樹脂のCTE異方性(流動方向と直交方向でCTEが異なる特性)です。PPS-GF40の一例では、流動方向(MD)のCTEが約1.3×10⁻⁵ /Kに対し、直交方向(TD)が約4.0×10⁻⁵ /Kと、同一グレード内で約3倍の方向差が確認されています。「金属と樹脂のCTE差」を単純な1軸の数値で見るだけでは不十分で、成形後のGF配向方向も確認軸に加える必要があります。
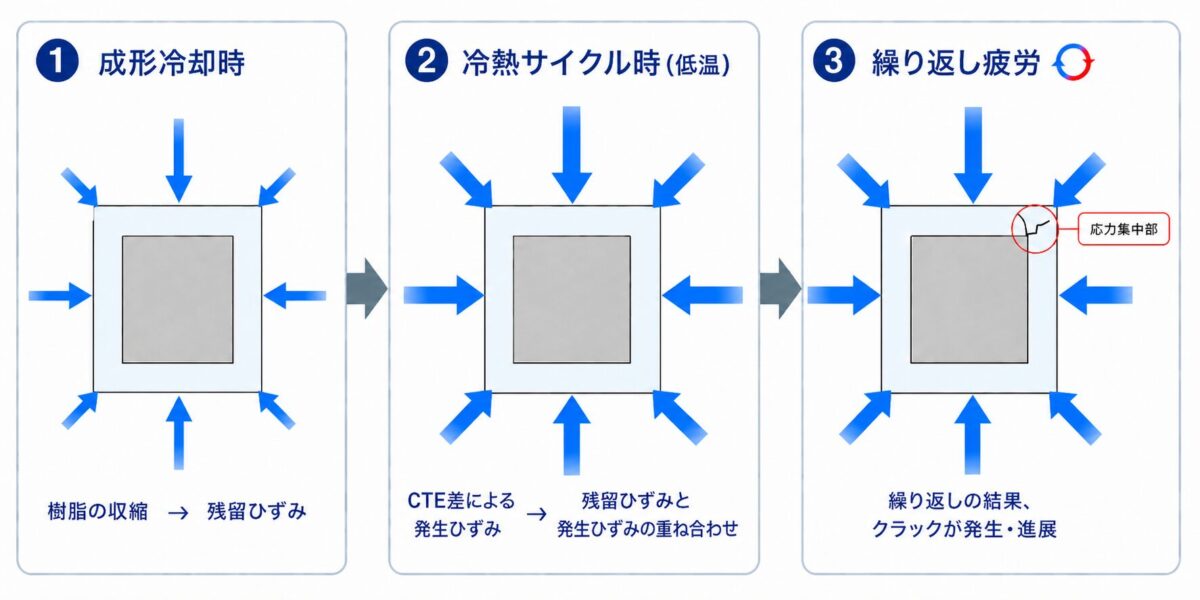
温度変化が繰り返されるたびに応力集中部で疲労ダメージが蓄積し、エッジ・コーナーなど形状起因の箇所で割れに至ります。因果の流れを整理すると「成形冷却時の残留ひずみ → 冷熱サイクル時のCTE差による発生ひずみ → 両ひずみが応力集中部で重ね合わせ → 繰り返し疲労によるダメージ蓄積 → クラック発生・進展」という順になります。この流れを把握しておくと、設計と材料の両面から対策を組み立てる際の地図になります。
設計側の確認軸:3つの因子
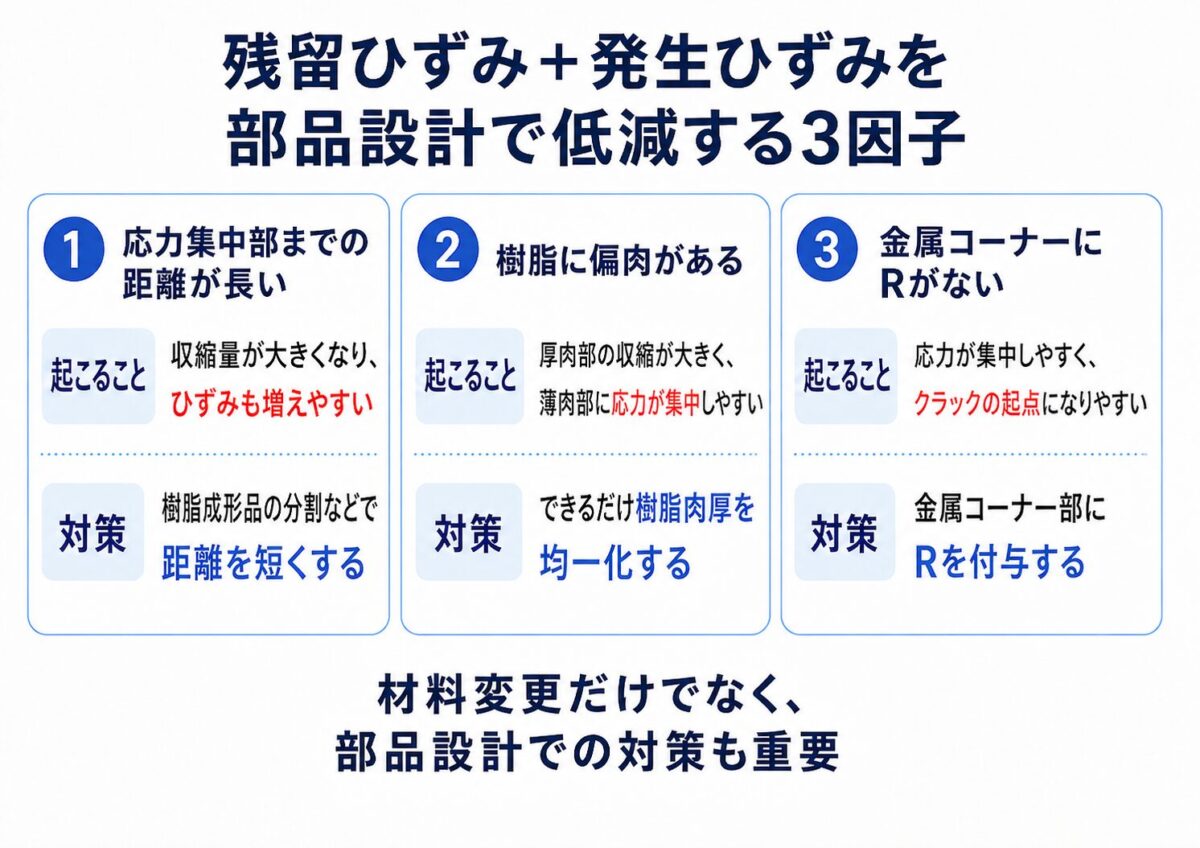
材料グレードを耐HS系に切り替えても、形状が応力集中を生み出す構造のままでは効果が出にくい場合があります。設計側では次の3因子を中心に確認するのが実務上の基本です。
応力集中部までの距離が長いと、樹脂の収縮量が大きくなり、ひずみも増えやすくなります。樹脂成形品の分割などで、応力集中部までの距離を短くできないかを確認することが対策の一つになります。
樹脂に偏肉がある場合は、厚肉部の収縮が大きくなり、薄肉部に応力が集中しやすくなります。できるだけ樹脂肉厚を均一化し、肉厚変化が避けられない場合でも、急激な変化を避ける設計が重要です。
金属コーナーにRがない場合、応力が集中しやすく、クラックの起点になりやすくなります。金属コーナー部にRを付与し、樹脂側に局所的な応力が集まりにくい形状にすることが望ましいです。
もう一点加えると、GF配合量を増やすとCTEは下がる傾向がありますが、同時に配向異方性が増す、靱性が低下(脆くなる)、ウエルド部(樹脂が成形時に合流する部分)の密着性が下がるなどのデメリットを引き起こす場合があります。ウエルド部はもともと他部に比べて物性が劣りやすく、応力が集中するとクラックの起点になりやすい箇所です。「GFを多く入れれば安全側」という考え方は、インサート部品のヒートショック対策では単純に適用できません。高フィラー化はCTE低下のメリットとデメリットの両面があるため、用途と部品形状に合わせたバランスが必要です。
なお、成形条件もヒートショック割れに影響しますが、本記事では材料選定と部品設計の段階の判断軸に絞って整理します。
耐HSグレードのメリットと背反
耐HSグレードは、靱性向上・CTE低減・伸び改善を通じてヒートショック耐性を高める目的で設計された材料の総称です。業界標準規格上の公式カテゴリではなく、各社が独自の訴求名称・グレード体系を持ちます。
代表的なアプローチは2つに分かれます。エラストマー添加は靱性と低温衝撃性を改善し、高フィラー化はCTEを下げる方向に働きます(処方設計の考え方は「エラストマー添加・フィラー処方による特性改質」も参考になります)。
問題は、これらのアプローチがカタログに出にくい背反を伴う場合がある点です。
コストは標準グレードより上昇することがあります。改質に使うエラストマーや添加剤のコスト分が加算されるため、量産段階での価格差は早めに見積もっておく必要があります。
モールドデポジット(金型内面への析出物蓄積)は、特にエラストマー添加系のPPS耐HSグレードで注意が必要なことがあります。連続成形時の金型汚染や清掃頻度の管理が追加コストになる場合があります。
UL94 V-0の取得厚みは、グレードによって異なります。PPSは難燃性に優れる材料として使われることが多い一方で、標準グレードと耐HSグレードを同じ前提で扱えるとは限りません。耐HSグレードへの切り替えにあたっては、対象グレードのV-0取得厚みと部品の最小肉厚が整合するかを、グレードごとに公開データシートや認定資料(UL Yellow Card等)で個別確認することが原則です。
EV/HEV向けの大型インサート系では、PPS系材料が候補になることがあります。ただし流動性・成形性・コスト・モールドデポジットの傾向は、標準グレードとの比較で個別確認が必要になります。
構造タイプ別の確認軸
自動車インサート部品は、構造タイプによってヒートショック割れのリスク因子と確認すべきポイントが異なります。以下に3つのタイプを整理します。
端子インサート系は、金属端子・ピンを樹脂ハウジングへ一体化した構造です。端子台、ハウジング一体コネクタ、端子一体成形部品などが該当します。矢崎グループ公式Webサイトの情報では、インバータ出力用の電流センサーと端子台を一体化した構造や、電子部品を直付けした端子を樹脂モールドで一体化した素子内蔵コネクタが確認できます。
大型インサート系は、バスバーや大型金属板を樹脂でモールドした構造です。金属体積・拘束面積が大きいため、温度サイクル時に発生する応力は端子インサート系より大きくなりやすい傾向があります。熊野精工株式会社の公式Webサイトのインバータ用途の部品がこのタイプの公開事例です。
小型精密系は、センサー素子・金属端子・ネジ部品などを近接配置した小型モールド部品です。矢崎グループ公式Webサイトの情報では、サーミスタ素子を熱伝導性樹脂でモールドした温度センサーや、金属ネジ部品を固定部に組み込んだ圧力スイッチが確認できます。部品サイズが小さくても、局所偏肉や微小Rが応力集中を支配します。ゲート位置や流動方向がCTE異方性に影響するため、設計と成形計画を合わせて検討することが望ましいです。
CAEの位置づけと実機評価
CAE(有限要素解析:数値シミュレーションで部品の応力分布を推定する手法)は、形状変更案の相対比較や応力集中箇所の特定に有効です。設計段階で偏肉・コーナーRの改善効果を定性的に評価するツールとして活用できます。
ただし、残留応力・長期サイクル耐久性・成形後のGF配向の不確実性が大きいため、CAEによる寿命の絶対値予測には限界があります。「CAEで示せた相対優位を実機試験で確認する」という使い方が実務に近い位置づけです。熱膨張計(TMA)・ひずみゲージ・残留応力マッピングなど実測手法との組み合わせが有効な場面もあります。
試験条件については、IEC 60068-2-14(環境試験規格の温度サイクル試験)が参照規格として存在しますが、自動車の実務ではOEM/Tier1独自仕様が適用されることが多く、温度上下限・サイクル数・保持時間はメーカー・部品・用途によって異なります。実機評価は適用仕様に基づいて計画することが前提です。
用途別の選定早見表
以下のDecision Cardは、構造タイプ別に材料・設計両面の確認軸を整理したものです。あくまで方向付けの早見表であり、実際の選定には個別グレードのデータシート確認と実機評価が別途必要になります。
端子インサート系(端子台・ハウジング一体コネクタ・端子一体成形部品)
- 条件
- 複雑形状による樹脂の偏肉・コーナーRがつけにくい・−40°C以下の冷熱サイクル・難燃が必要なケース有
- 推奨(根拠)
- PBT耐HS系またはPPS耐HS系を視野に入れ、かつ形状設計も並行して検討することで残留および発生ひずみを最小化する。
- 注意
- エラストマー添加系では流動性低下・モールドデポジット発生の可能性あり。PPS耐HS系では対象グレードのV-0取得厚みを個別確認すること
大型インサート系(バスバー・バスバー付き電流センサー・EV/HEV高電流部品)
- 条件
- 大型金属体積・拘束面積大・EV/HEV大電流用途・低ガス性要求
- 推奨(根拠)
- PPS耐HS系(低ガス性・高耐熱衝撃性グレード)を優先検討し、形状設計で残留および発生ひずみを最小化する。金属体積が大きいため材料変更だけでの対応が難しいケースがある
- 注意
- モールドデポジット・低ガス性・流動性・V-0取得厚みの4点を個別確認。CAEでの相対評価後に実機試験が必須
小型精密系(温度センサー・圧力センサー・圧力スイッチ)
- 条件
- 金属端子・素子の近接配置・局所偏肉・寸法精度要求
- 推奨(根拠)
- PBT/PPS/PA系から靱性・寸法安定性・耐薬品性のバランスで選定し、残留および発生ひずみの低減を設計で優先する。部品サイズが小さくても局所応力が割れを支配するため設計対策を先行させる
- 注意
- ゲート位置・流動方向がCTE異方性に影響。PA系は吸水による寸法変化・物性変化に注意。グレードのV-0取得厚みと部品最小肉厚の整合を確認
このカードを使うときは、まず「自社部品はどのタイプか」を確認することを起点にしてください。タイプが絞れると、材料メーカーへの相談や社内での設計レビューで確認すべき論点が具体的になります。
よくある質問(FAQ)
Q1. 耐HSグレードを選べばインサート部品の割れは防げますか?
防げるとは限りません。耐HSグレードは標準グレードよりも割れにくくできる場合がありますが、形状起因の応力集中はグレードを変更しても残ります。材料側の対策と、残留・発生ひずみを下げる部品設計を組み合わせて考える必要があります。
Q2. HSグレードの試験データは規格化されていますか?
IEC 60068-2-14のような温度サイクル試験の参照規格はあります。ただし、自動車部品の実務ではOEMやTier1の独自仕様が適用されることが多く、温度上下限、保持時間、サイクル数はメーカー・部品・用途によって異なります。規格値だけで横並び比較せず、適用仕様に基づいて判断する必要があります。
Q3. CAEで寿命予測はできますか?
形状変更案の相対比較や、応力集中しやすい場所の確認には有効です。一方で、残留応力、GF配向、長期サイクル耐久性の影響が大きいため、絶対寿命をCAEだけで予測するのは困難です。実機冷熱試験や残留応力測定、過去の実績データと組み合わせて判断します。
Q4. 標準グレードと耐HSグレードはどう違いますか?
耐HSグレードは、靱性向上、CTE制御、伸び改善などを狙って設計された特殊グレードです。エラストマー添加や高フィラー化などのアプローチがありますが、メーカーやグレードによって特性は異なります。標準グレードと同じ前提で使えるとは限らないため、候補グレードごとのデータシート確認が必要です。
Q5. 耐HSグレードに切り替えると他の特性はどうなりますか?
コスト、流動性、モールドデポジット、低ガス性、UL94 V-0取得厚みなどが変わる場合があります。「耐HSだから安全」と見るのではなく、ヒートショック性以外の要求も合わせて確認します。
まとめ
金属インサート部品のヒートショック割れは、耐HSグレードへの材料切り替えだけでも、設計変更だけでも解決しにくい問題です。冒頭で示した因果の流れ——CTE差に起因する繰り返し応力が、インサート周囲の形状と複合して割れに至る——を念頭に置くと、材料と設計の両輪から対策を組み立てることの意味が見えやすくなります。
端子インサート系・大型インサート系・小型精密系という構造タイプを判断軸として持っておくと、材料メーカーや設計チームとの相談が具体的に進みます。自社部品のタイプと主な確認軸を一度整理しておくことが、選定相談を前に動かす第一歩です。
耐HSグレードの背反(コスト・モールドデポジット)はカタログから読み取りにくい情報です。候補グレードが絞れたら、グレードごとの公開データシートと各社の難燃認定資料(UL Yellow Card等)だけでなく、実成形品での試作確認を早めに実施する習慣をつけると、後工程の手戻りを減らせます。
症状から原因を逆引きしたい場合は、インサート部品の割れ診断(記事準備中)を参照してください。両軸の全体像やCTE値水準を改めて確認したい場合は「材料・設計・両軸の3つの型」に戻ることをおすすめします。

