結論:コンパウンドは「用途に合わせて材料を仕立てる」中核技術
コンパウンドとは、ベースポリマー(土台となる樹脂)を起点に、フィラー(補強材)や添加剤の処方設計と、混練・分散の作り込みを組み合わせて、用途が求める性能・耐久性・成形性をまとめて実現し、グレード(量産規格品)として提供する材料開発プロセスです。ポリマー合成(重合。モノマーをつなげてポリマー骨格を作る工程)が「分子を作る技術」であるのに対し、コンパウンドは「分子を活かして材料を仕立てる技術」にあたります。
市場に登場する樹脂グレードのなかには、既存ポリマーを起点に、フィラー・添加剤の処方設計や混練・分散条件の工夫によって差別化されているものが少なくありません。材料メーカーの技術発表を読み解くうえでも、コンパウンドの基礎を押さえておくと「何をどう改善したのか」が見えやすくなります。合成とコンパウンドの役割分担を俯瞰したい場合は、ポリマー合成とコンパウンドの違いを、材料開発の検討順で整理した記事も併せてご覧ください。
コンパウンドとは:目的・成果物・工程の全体像
目的と成果物
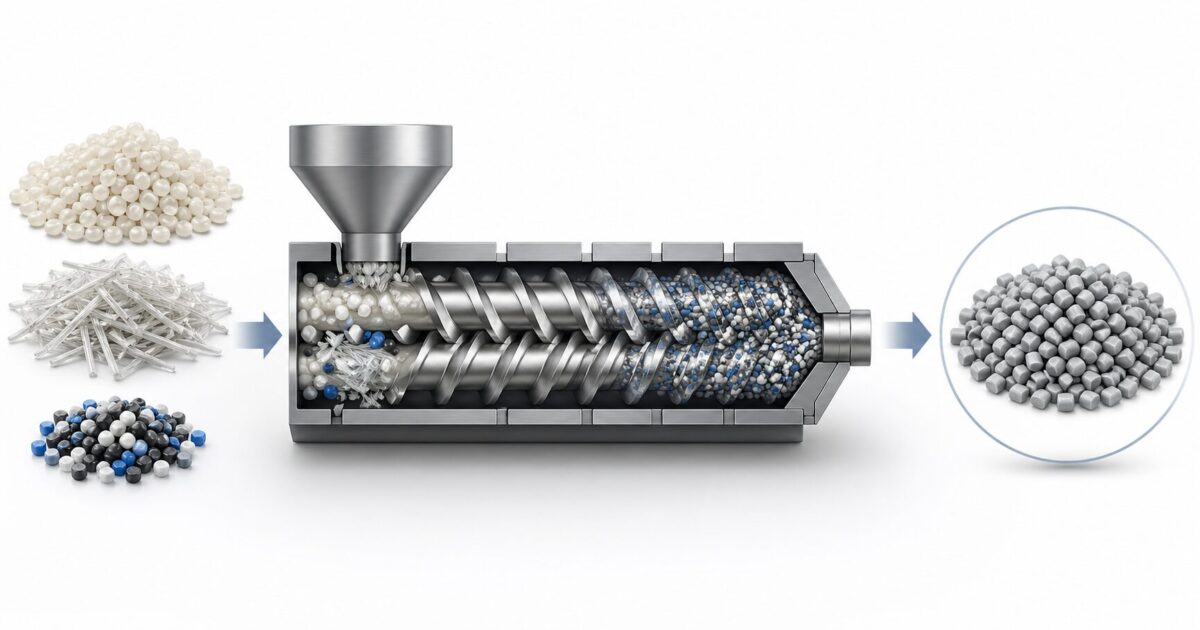
コンパウンドの目的は、特定の用途が求める性能を「グレード」という形で量産可能な材料に仕上げることにあります。ここでいうグレードとは、処方(フィラーや添加剤の配合レシピ)と製造条件が固定され、規格化されたペレット(小さな円柱状の樹脂粒)製品を指します。
成果物であるペレットは射出成形機や押出機(樹脂を溶かして部品形状に成形する装置)に直接投入できるため、成形加工メーカーはペレットを受け取った段階で自社の部品設計に集中できます。材料メーカー側で「処方と混練条件」の作り込みを完了させている点が、単なる原料混合とは異なるポイントになります。
基本工程の流れ
コンパウンド開発の全体フローを以下に示します。大きく分けると、次の7つのステップで進みます。
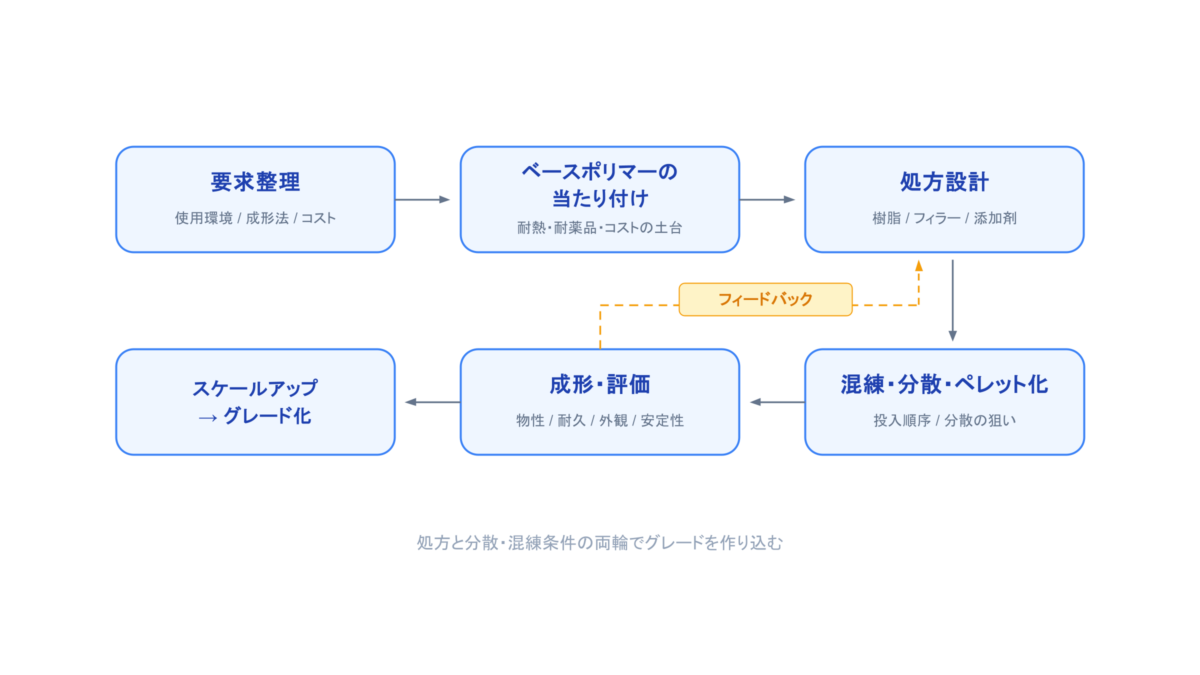
- 要求整理:使用環境・成形法・要求特性・コストを洗い出す
- ベースポリマーの選定:耐熱性・耐薬品性・コストの土台を決める
- 処方設計:フィラー・添加剤の種類と配合量を設定する
- 混練・分散の作り込み:二軸押出機(樹脂を溶かしながら混ぜ合わせる代表的な設備)のスクリュー構成・回転数・投入順序を最適化する
- ペレット化・乾燥:成形に適した形状・含水率に仕上げる
- 成形評価:物性・耐久性・外観・ばらつきを確認する
- 改善とスケールアップ:処方や混練条件を修正し、量産条件を確立する
このサイクルを回しながらグレードを完成させていきます。料理にたとえるなら、レシピ(処方)だけでなく、こね方や火加減(混練・分散プロセス)まで含めて完成させる工程に近いといえます。コンパウンドでは「何を入れるか」だけでなく、「どのように混ぜ、どの状態に分散させるか」が品質と再現性を大きく左右します。
ベースポリマーで決まる領域:耐熱上限と耐薬品性
コンパウンドで変えやすい特性と、変えにくい特性は明確に分かれています。この区別を最初に押さえておくことが、処方設計の判断精度を高める第一歩になります。代表的な特性の整理を以下に示します。

耐熱上限はベースポリマーの分子構造で決まる
ガラス転移温度(Tg。やわらかくなり始める温度)や融点(Tm。結晶部分が溶ける温度)は、ポリマーの主鎖剛直性(骨組みの硬さ)・分子間力・鎖対称性に支配されます。GF(ガラス繊維。プラスチックを補強するために加える代表的なフィラー)を添加するとHDTや高温剛性は大きく改善しますが、ポリマー固有のTmそのものを大きく変えるものではありません。実際、PA66-GF30では、リサイクルを3回繰り返した後でもTmは261.7〜264.6℃の範囲で大きく変化しないことが、DSC(示差走査熱量測定。樹脂の熱転移を測定する代表的な分析法)で確認されています(Gültürk and Berber, 2023, DOI: 10.1515/epoly-2023-0129)。
ここで注意したいのが、HDT(荷重たわみ温度。一定の荷重をかけた状態で材料がたわみ始める温度)との混同です。HDTはGF添加で大幅に上昇しますが、これは荷重下のたわみを測る力学−熱複合指標であって、Tg/Tmのような真の熱転移点ではありません。「GFを入れたら耐熱が上がった」という表現は、HDTの改善を意味する場合がほとんどであり、分子レベルの耐熱上限が変わったわけではない、という点を区別する必要があります。
耐薬品性もベースポリマーの化学構造に依存する
耐薬品性は、溶解度パラメータ(樹脂と薬品の「なじみやすさ」を表す指標)の整合性・結晶性・架橋密度(ポリマー鎖どうしの結合の密度)の3つの構造因子で支配されます。フィラーを添加してもポリマー繰返し単位の化学的性質は変わらないため、耐薬品性を処方で根本的に改善することは難しいのが実情です。
GF強化材の場合、幾何学的にバルク(材料内部)の溶媒拡散係数を下げる効果はあるものの、繊維とマトリックス(樹脂母材)の界面が新たな浸透経路(ウィッキング。繊維に沿って薬品が染み込む現象)を生むことも報告されています。つまり、GF添加が耐薬品性を本質的に改善するとは限りません。なお、実使用で問題となる環境応力亀裂(ESC。応力と薬品が同時にかかった際に生じる割れ)は、無応力で全体を浸す試験(ISO 175)では検出できないため、必要に応じてISO 22088に基づく評価を別途実施することが望まれます。
つまり、耐熱上限や耐薬品性のような「ベースポリマー依存の特性」は、処方設計に入る前に土台として確認しておくべき項目です。ここを見誤ると、添加剤やフィラーで補おうとしても限界にぶつかりやすくなります。
処方設計の全体像:フィラーと添加剤で何が変わるか
ベースポリマーの「土台」が決まったら、フィラーと添加剤で用途に必要な特性を付与・調整していきます。代表的な狙いと注意点を整理します。
剛性・強度の向上
GFを30 wt%添加すると、PA66の曲げ弾性率(曲げに対する硬さ)は約2,900 MPaから8,600 MPa(約3.0倍)へ上昇します。GFを50 wt%まで増やせば、約15,000 MPa(5.2倍)にまで達します。これは、樹脂部品が「金属に近い剛性」を求められる用途で力を発揮する設計です。ただし、GF添加量の増加は靭性の低下・流動性の悪化・比重の増加を伴うため、必要十分な添加量を見極めることが重要になります。
難燃性の付与
難燃剤の種類によって、必要添加量とメカニズムは大きく異なります。リン系・窒素系・無機水酸化物などは、それぞれ異なる作用機構で難燃性を付与します。一般に、リン系難燃剤は比較的低い添加量で効果を示す場合がある一方、ATH(水酸化アルミニウム)やMg(OH)₂(水酸化マグネシウム)のような無機水酸化物は高充填が必要になりやすく、機械物性や流動性への影響が大きくなります(Laoutid et al., 2009, DOI: 10.1016/j.mser.2008.09.002)。
同じ難燃剤でも、ベースポリマーが変わるとV-0達成可否が変わりうる点も見逃せません。たとえば窒素−リン系難燃剤の一種は、ABS(アクリロニトリル・ブタジエン・スチレン樹脂)で20 wt%、EVA(エチレン酢酸ビニル共重合体)で10 wt%でV-0を達成した一方、別系統のリン系難燃剤では同じ樹脂で20〜30 wt%でもV-0に届かなかったという報告もあります。V-0格付けは試験厚さと配合に固有のものであり、薄肉化や微小な配合変更でも再認証が必要となる点に留意してください。
導電性・帯電防止性の付与
カーボンブラック(CB。微小な炭素粒子)やカーボンナノチューブ(CNT。炭素原子で作られた極細のチューブ状フィラー)をパーコレーション閾値(導電フィラーが連なって電気の通り道を形成し始める臨界濃度)以上に添加することで、絶縁性ポリマーの体積抵抗率(電気の通りにくさを示す指標)を数桁低下させることができます。CNTは高アスペクト比(細長い形状)のおかげで1 wt%未満でもパーコレーションに達するケースがある一方、CBでは3〜15 wt%が一般的な閾値範囲となります。
導電性付与の落とし穴は、流動性と機械物性のトレードオフにあります。CNTは低添加量で導電ネットワークを形成できる反面、溶融粘度(樹脂を溶かしたときのドロドロ具合)の上昇がCBよりはるかに大きく、2 wt%以上で複素粘度が急増することが知られています。射出成形性や押出スループット(単位時間あたりの生産量)への影響を含めた総合判断が求められます。
つまり、フィラーや添加剤は剛性・難燃性・導電性などを付与する強力な手段ですが、添加量を増やせば必ず別の性能が犠牲になります。コンパウンド設計では、目標特性だけでなく、流動性・外観・靭性・コストまで含めて最適点を探すことが重要です。
分散と混練プロセス:品質とばらつきの要所
処方が同じでも、混練条件次第でまったく異なる物性が出てきます。ここがコンパウンド開発の難しさであり、設計余地の大きい領域でもあります。
繊維長保持とスクリュー条件の関係
GFコンパウンドでは、初期のチョップドストランド長(投入時のGFの長さ。約3,500 μm)が、混練後には300〜800 μmまで短くなります。繊維破断はスクリュー回転数の増加で増えやすくなり、フィード率(樹脂の供給量)の増加で減少する傾向が確認されています(Inceoglu et al., 2011, DOI: 10.1002/pc.21217)。SME(比機械エネルギー。押出機が樹脂に与える単位質量あたりの機械的エネルギー入力)は、繊維長変化を統一的に記述するパラメータとして有用です。
破断が集中するのは、GF投入直後のゾーンと、ニーディングブロック(樹脂を強く練り込むために配置されたスクリュー部品)通過時とされています。
サイドフィードが使われる理由
GFを上流(メインホッパー。樹脂の主投入口)から投入すると、溶融ゾーンを通過する距離が長くなり、繊維破断が増えてしまいます。GFを下流から投入する方式(サイドフィード)にすることで、溶融済みの樹脂にGFを混ぜ込み、破断を低減できることが、Buss Kneader(バス社のニーダー型混練機)・同方向回転TSE(二軸押出機)・異方向回転TSEの3種類の混練機を比較した研究で確認されています(Shon and White, 1999, DOI: 10.1002/pen.11570)。この知見は、GFコンパウンドでサイドフィーディングが広く採用される代表的な理由の一つです。
スケールアップ(量産化に向けて規模を拡大すること)の際には注意が必要です。ラボ機と工業機ではチャネル深さやクリアランスが異なるため、繊維長保持の絶対値は変化しうるからです。プロセス条件の方向的な影響(回転数を上げると破断が増える、など)は一般化できますが、定量値の直接転用は避けたほうが安全です。
つまり、コンパウンドでは「同じ処方なら同じ物性になる」とは限りません。投入位置、スクリュー構成、回転数、フィード率といったプロセス条件まで含めて設計することで、狙った性能を安定して再現しやすくなります。
用途別の選定早見表
ここでは「合成かコンパウンドか」ではなく、コンパウンドで対応する場合に、どの処方方向から考えるかを整理します。身近な家電から産業用途まで、コンパウンドがどのように使われているかを把握する手がかりとして活用してください。
自動車エンジン周辺部品(インテークマニホールド等)
- 条件
- 連続使用温度150℃級、振動負荷、油脂・LLC(エンジン冷却液)接触
- 推奨(根拠)
- PA66-GF30〜GF50。GF強化で曲げ弾性率が約3〜5倍に向上し高温剛性を確保。PA66のTm=260℃が150℃級連続使用の土台
- 注意
- Tmはコンパウンドでは変えられない。150℃超の要求ではベースポリマー変更(PPS等)を検討。吸湿で弾性率が低下する
電気・電子機器筐体(コネクタ、ブレーカー等)
- 条件
- UL94 V-0(規定厚さ)、絶縁性維持、薄肉成形
- 推奨(根拠)
- ベースポリマー+リン系・窒素系難燃剤10〜30 wt%。ハロゲンフリー対応が可能
- 注意
- V-0格付けは試験厚さ・配合に固有。着色剤変更でも再認証が必要。薄肉化でV-0達成が困難になる場合がある
静電気対策部品(ICトレイ、搬送治具等)
- 条件
- 体積抵抗率10⁴〜10⁸ Ω·cm、機械強度維持
- 推奨(根拠)
- CB 5〜15 wt%またはCNT 1〜3 wt%。CNTは高アスペクト比で低添加量でもパーコレーション達成が可能
- 注意
- 導電フィラー増量は衝撃強度・流動性を低下させる。CNTはCBより粘度上昇が大きく射出成形条件に制約が生じやすい
家電外装部品(掃除機、エアコン室外機等)
- 条件
- 屋外UV曝露、外観品質、コスト抑制
- 推奨(根拠)
- ABS/ASA系(ASA:耐候性に優れたスチレン系樹脂)+UV安定剤・耐候添加剤。耐候性はコンパウンドで付与しやすい領域
- 注意
- 耐薬品性はベースポリマーの化学構造に依存し処方では大きく変えられない。環境応力亀裂(ESC)は別途評価が必要
産業機械の摺動部品(ギヤ、ベアリング等)
- 条件
- 低摩擦係数、耐摩耗、相手材への攻撃性低減
- 推奨(根拠)
- POM(ポリアセタール。摺動性に優れたエンプラ)/PA+PTFE(ポリテトラフルオロエチレン。フッ素樹脂)・シリコーン系添加剤。摺動特性はコンパウンドで付与しやすい
- 注意
- 高温・薬品環境下ではベースポリマーの耐熱・耐薬品限界がそのまま制約になる
このカードはあくまで方向付けのためのものであり、実際のグレード選定では成形条件・コスト・規制要件を含めた総合判断が必要になります。とくにベースポリマー依存の特性(耐熱上限・耐薬品性)が要求を満たすかどうかは、処方設計に入る前に確認すべき最優先事項です。
よくある質問(FAQ)
Q1. コンパウンドとアロイ・ブレンドは同じものですか?
アロイやブレンドは、複数のポリマーを混ぜ合わせる手法であり、コンパウンドの一形態と位置づけられます。ただし「コンパウンド」はフィラー・添加剤の配合と混練プロセスまでを含む、より広い概念です。アロイ・ブレンドは処方設計のなかの選択肢の一つと捉えるとわかりやすいでしょう。
Q2. HDTが上がれば耐熱性が上がったと言えるのでしょうか?
HDTは荷重下のたわみを測る指標であり、GF添加で大幅に上昇します。しかし、Tg/Tmなどの本質的な熱転移温度は変化していません。高温での形状保持力が向上したことと、分子レベルの耐熱上限が変わったことは、別の話として区別してください。データシートでHDTの値を見るときには、「HDTが高い=どんな高温にも使える」と読み替えるのではなく、ベースポリマーのTg/Tmを併せて確認する習慣を持つとよいでしょう。
Q3. 導電性コンパウンドはどの程度の抵抗率まで下げられますか?
CB系で10⁰〜10⁻¹ S/cm程度の導電率が報告されています。CNTでは1 wt%未満でも導電ネットワークを形成できる場合がありますが、工業的な導電コンパウンドでは、要求される抵抗率、フィラーコスト、成形性のバランスから、CB 5〜20 wt%程度が検討範囲になることがあります。ただし、最適添加量はベースポリマー、フィラー種、分散状態、成形条件によって大きく変わります。必要な抵抗率レンジとフィラーコスト・成形性のバランスで最適解が変わるため、用途要求を先に明確にすることが近道になります。
Q4. コンパウンド開発で最初にやるべきことは何ですか?
使用環境・成形法・相手材・要求特性を整理する「適用アプリケーション理解」が出発点になります。この整理がベースポリマーの候補を絞り、処方の方向性と評価項目を規定していきます。汎用グレードの場合はやや進め方が異なりますが、新規開発では用途要求から逆算する流れが基本です。
まとめ
コンパウンドは、ベースポリマーを土台に、処方設計と分散・混練条件の両輪でグレードを作り込む、材料開発の中核技術です。この記事のポイントを振り返ります。
- 耐熱上限(Tg/Tm)と耐薬品性はベースポリマーの分子構造で決まり、コンパウンドでは大幅に変えられない。ベースポリマーの選定で土台を固めることが、処方設計の前提となる
- 剛性・難燃・導電・耐候性といった特性はフィラーや添加剤で付与・調整しやすい。ただし添加量が増えるほど、流動性・衝撃強度・コストとのトレードオフが顕在化する
- 処方が同じでも、混練条件(スクリュー構成・回転数・投入順序)が異なれば物性は変わる。分散・混練の作り込みが品質と再現性を左右する
身近な製品を1つ選んで、「要求→処方の方向性→見るべき評価項目」を短く整理してみると、コンパウンドの全体像が一気に立体的になります。工程図を手元に置きながら試してみてください。この3つの視点で材料データシートを読み解く習慣がつくと、メーカーの技術発表やグレード選定の議論を理解しやすくなり、自分の言葉で材料を語れるようになります。合成とコンパウンドの役割分担を俯瞰したい場合は、ポリマー合成とコンパウンドの違いを、材料開発の検討順で整理した記事も併せてご覧ください。この記事が、エンプラの世界に一歩踏み込むきっかけになれば幸いです。
参考文献
- Gültürk, C. and Berber, H. (2023). Effects of mechanical recycling on the properties of glass fiber–reinforced polyamide 66 composites in automotive components. e-Polymers, 23(1). DOI
- Laoutid, F., Bonnaud, L., Alexandre, M., Lopez-Cuesta, J.-M. and Dubois, P. (2009). New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Materials Science and Engineering: R: Reports, 63(3), 100–125. DOI
- Inceoglu, F. et al. (2011). Correlation between processing conditions and fiber breakage during compounding of glass fiber-reinforced polyamide. Polymer Composites, 32(11), 1842–1850. DOI
- Shon, K. and White, J.L. (1999). A comparative study of fiber breakage in compounding glass fiber-reinforced thermoplastics in a Buss Kneader, modular Co-rotating and counter-rotating twin screw extruders. Polymer Engineering & Science, 39(9), 1757–1768. DOI

