結論:性能向上には「失うもの」も伴いやすい
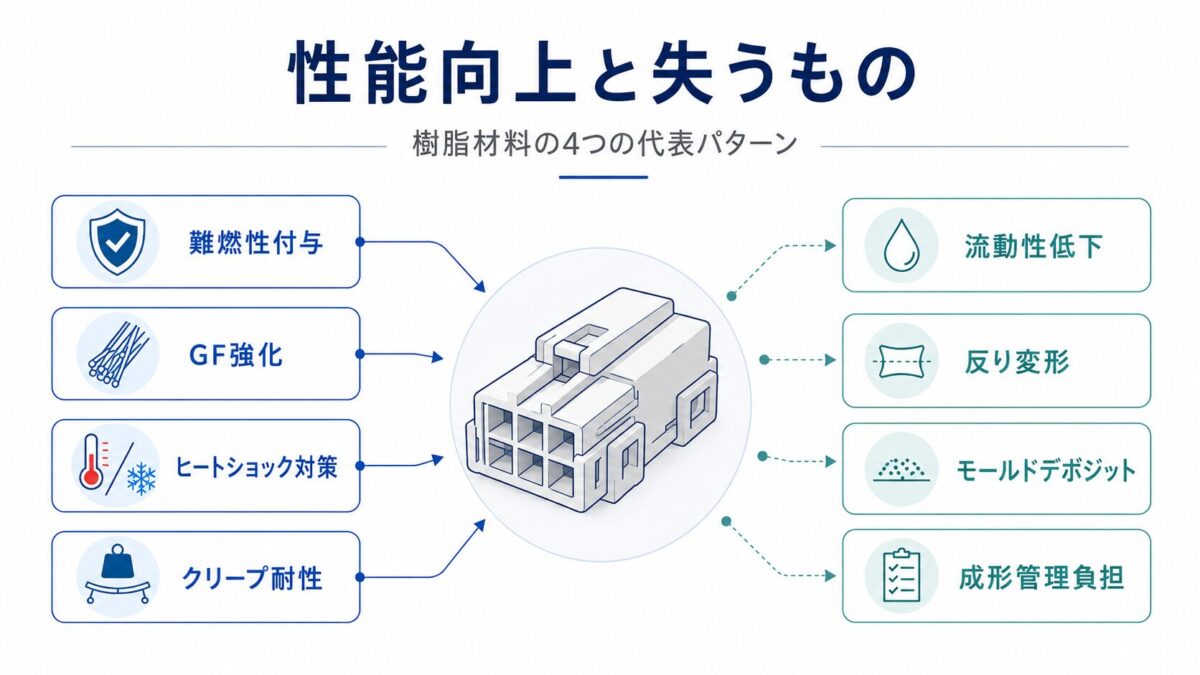
樹脂材料の性能を高めようとするとき——難燃性を付与する、ガラス繊維で強化する、ヒートショックに耐えさせる——それぞれの変更は、別の特性に副作用を与える場合があります。流動性が落ちる、反りが生じる、金型が汚れる。こうした変化は、カタログや技術資料の主な性能値だけでは見えにくいことがあります。
設計段階でこのトレードオフを把握しておくことが、量産立ち上げ時のトラブルを未然に防ぐ有効な手段になります。本記事では4つの代表的なトレードオフパターン(難燃性付与・GF強化・ヒートショック対策・クリープ対策)を横断整理し、「得るもの」と「失うもの」をペアで確認する視点を提供します。
シリーズ全体のフレーム(材料・設計・両軸の3つの考え方)と合わせて参照すると、各パターンがどの考え方の軸に当てはまるかをより立体的に整理できます。
トレードオフが生まれる構造(処方・混練り・成形の3層)
エンジニアリングプラスチック(エンプラ。射出成形で量産される構造・機能部品向けの樹脂の総称)の特性を変えるアプローチは、大きく3つの層に分けて考えられます。
- 処方(Formulation):難燃剤・GF・フィラー・エラストマーなど添加剤の種類と量を設計する工程。グレードの性能特性を決める根幹です。
- 混練り(Compounding):処方に従って原料を混練し、コンパウンドペレットに仕上げる工程。
- 成形(Molding):コンパウンドを金型に射出し、部品形状に仕上げる工程。
処方を変えれば性能が変わる——これは当然です。しかし同時に、溶融粘度・流動性・熱安定性など成形工程に直結するパラメータも変化します。この「処方変更の連鎖効果」こそが、トレードオフの発生源です。処方設計の考え方の詳細はコンパウンドの処方設計とはで解説しています。
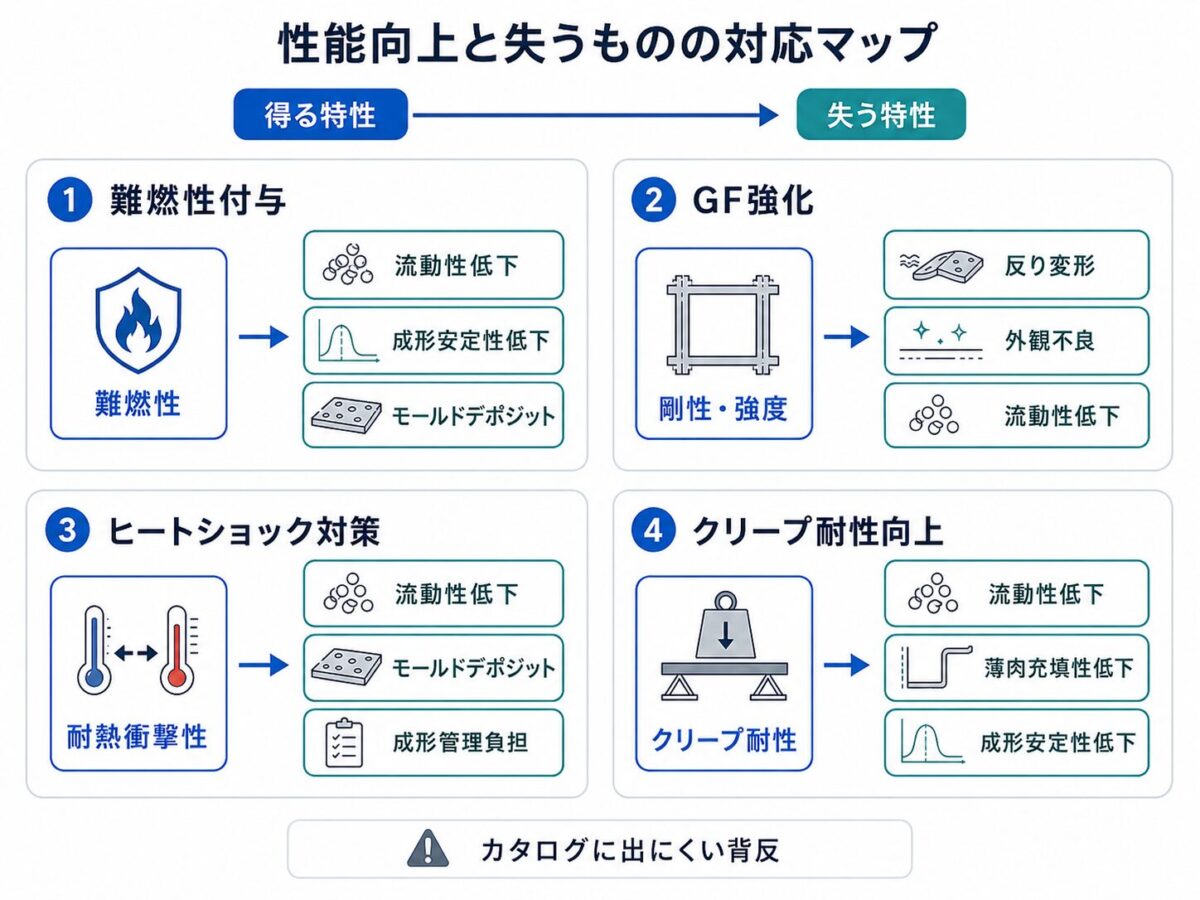
4つのパターンに共通するのは、「カタログに出にくい背反」という構造です。メーカーの技術資料では剛性値・難燃等級・耐熱温度などの性能数値が前面に出る一方、流動性低下やモールドデポジット(成形中に揮発した添加剤・分解物が金型内面に析出・堆積した付着物)といった成形上の課題は、丁寧に読み込まないと見えにくい情報です。
難燃性付与のトレードオフ
難燃グレードは、難燃剤の添加によって燃焼を抑制できるよう設計されたコンパウンドです。得られるものは明確です。UL94の等級取得、最終製品への難燃規格対応が主な目的になります。注意したいのは、その副作用です。
難燃剤を加えると、樹脂の溶融粘度が上昇し、MFR(メルトフローレート。溶融流動性の指標。単位はg/10 min。値が大きいほど流動しやすい)が低下する場合があります。難燃剤の種類・添加量・樹脂系によって粘度変化の方向と程度は異なりますが、難燃化PBTなどで流動性の制約が課題になるケースは実際に確認されています。なお、MFRはあくまで参考指標であり、射出成形時の実際の充填安定性や流動長を直接保証するものではありません。
ここで注意したいのが、成形時の滞留安定性への影響です。流動性が低下した状態で成形温度を上げて対処しようとすると、滞留時間が長い条件では樹脂の熱分解リスクが高まります。分解ガスの発生、ヤケ(黒条・変色)、そしてモールドデポジット——ゲート周辺やベントへの析出物堆積が金型汚れ・ベント詰まり・離型不良へとつながる、典型的な副作用の連鎖です。
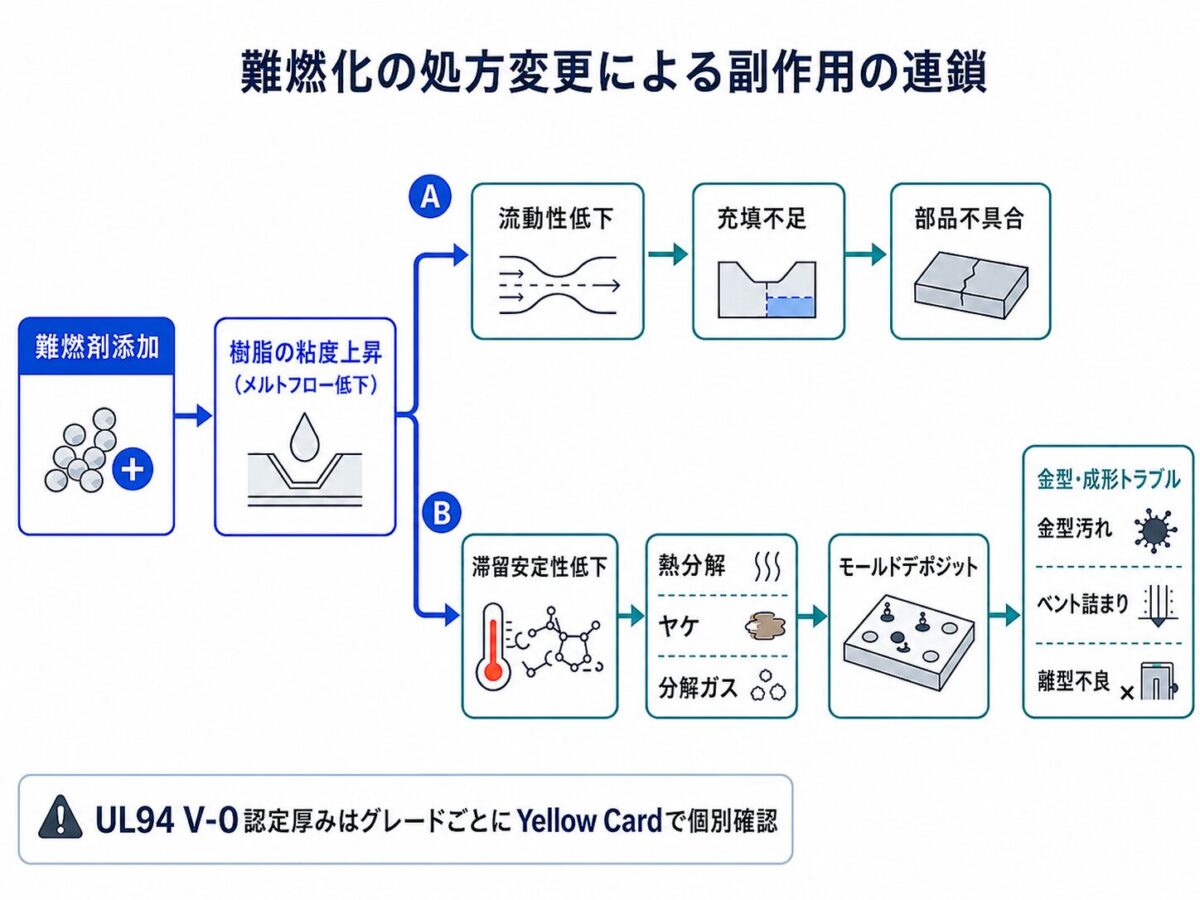
もう一つ見落とされやすいのが、UL94の等級と認定厚みの関係です。UL SolutionsのYellow Card(UL Product iQに掲載)には、認定厚み・色・等級が行ごとに紐づいて記載されており、「V-0グレードを選んだ」だけでは確認として不十分です。部品の実際の肉厚がそのグレードの最小認定厚みを下回れば、V-0相当の難燃性は保証されません。難燃材料の選定軸の詳細は難燃材料の用途別選定で整理しています。
難燃グレードすべてが流動性を低下させるとは断言できません。材料メーカーによっては、流動性・外観への配慮を組み込んだ難燃PA66系グレードが公開されています。ただし例外の存在は、「確認せずに済む」理由にはなりません。候補グレードのMFRと認定厚みは、個別に確認してください。
難燃化のトレードオフをより深く掘り下げた記事は準備中です。
GF強化のトレードオフ
ガラス繊維(GF)を配合すると、曲げ弾性率や剛性、熱変形温度(HDT。荷重をかけた状態で変形し始める温度の目安)が向上しやすくなります。強度と剛性が必要な構造部品には有力な選択肢です。では、何を失うのでしょうか。
東レの技術資料(トレリナ™ PPS)では、GF強化材において流動方向(MD)と直交方向(TD)で成形収縮率に差が生じることが示されています。MD方向は収縮が小さく、TD方向は収縮が大きくなる傾向があり、この異方性がCTE(線膨張係数。温度変化に対する寸法変化率)の差となって反り変形を引き起こします。旭化成のCAE基礎資料でも、繊維配向を考慮した収縮異方性の解析が設計段階で必要であることが説明されています。
反りの大きさはGF含有率だけで決まるわけではなく、ゲート位置・肉厚分布・冷却条件・保圧が複合的に絡みます。GF含有率が増えると成形収縮率が小さくなり、剛性が上がって変形しにくくなる場合があります。一方で、GF配向によるMD/TD方向の収縮差や、製品内の配向分布によって反りが発生する場合もあります。定量的な確認には流動解析・反り解析の実施が有効な手段になります。
外観への影響も無視できません。GF浮き(表面にGFが露出する現象)、ウエルド部(溶融樹脂フロントが合流した境界部)は、GF強化グレードで顕在化しやすい問題です。ウエルド部では外観マークと強度低下の両面が問題になることがあるため、外観の問題と機械強度の問題は分けて評価することが重要です。
流動性については、GF含有率が増加するほど溶融粘度は一般に高くなる傾向があります。薄肉部品や長流動距離の部品では充填不足のリスクが増しますので、MFRだけでなく実成形流動性の評価が必要です。
GF強化のトレードオフをより深く掘り下げた記事は準備中です。
ヒートショック対策のトレードオフ
金属インサートを含む樹脂部品が高温・低温の急激な変化に繰り返しさらされると、樹脂と金属のCTE差(例:アルミ約23×10⁻⁶/K、銅約17×10⁻⁶/K に対して樹脂は一般に大きく異なる)に起因する発生ひずみが繰り返し加わります。IEC 60068-2-14に基づく温度サイクル試験で確認されるリスクの一つです。東レのPBT(トレコン™)技術資料でも、金属・樹脂複合部品を対象とした冷熱衝撃対策と熱応力解析の事例が紹介されています。
特に注意が必要なのが、金属インサート周辺、肉厚変化点、ウエルド部のような応力集中しやすい部位です。ウエルド部は流動フロントが合流してできる境界部であり、機械特性が低下しやすい部位になる場合があります。ヒートショックによる発生ひずみと、こうした弱点部位が重なるとき、割れリスクが高まります。
対策として耐ヒートショック対応グレード(耐HSグレード)を採用するケースがあります。エラストマー添加・高フィラー化・低異方性化によって、残留ひずみや発生ひずみに対する耐性を高めることを狙うアプローチです。東レのPPS(トレリナ™)では、エラストマー改質によって低温靭性(割れにくさ・破壊しにくさ)を改善し、金属インサート部品のヒートサイクル性・低温クラック対策に寄与する旨が技術資料に説明されています。
では、耐HSグレードへの切り替えで何を失うのでしょうか。エラストマーはPPSより熱安定性が低く、滞留安定性とモールドデポジットへの影響を考慮する必要があります。高フィラー化は流動性を低下させ、薄肉部への充填安定性に影響します。特殊処方・専用グレード化により、材料コストや成形管理の負担が増える場合もあります。公開資料だけでは判断しにくい項目なので、量産採用時には個別グレードと見積条件をメーカーに確認する必要があります。さらに、耐HSグレードでもUL94 V-0の認定厚みはグレードごとに異なりますので、難燃性要件がある場合はYellow Cardの個別確認が必要です。
残留ひずみと発生ひずみの重ね合わせメカニズムの詳細、応力集中部位への対策についてはヒートショック割れのメカニズムと対策で解説しています。
ヒートショック対策のトレードオフをより深く掘り下げた記事は準備中です。
クリープ対策のトレードオフ
締結部、圧入部、クリップ、ばね爪のように、一定荷重がかかる、または一定変形で拘束される状態が長期間続く構造では、クリープ(一定応力下でひずみが時間とともに増加する現象)を考慮する設計が必要です。旭化成のCAE基礎資料では、プラスチックが実用温度範囲で粘弾性挙動を示すため、公称の弾性率だけではクリープ変形を評価できないことが説明されており、長期荷重がかかる部位では専用の評価軸が必要になります。
ここで注意したいのは、クリープ対策には「変形量を抑える対策」と「クリープ破壊までの寿命を延ばす対策」があることです。変形量を抑える目的では、高剛性化やフィラー強化によって初期たわみや長期変形を小さくする考え方が有効になる場合があります。一方で、長時間荷重下での破壊寿命を伸ばすには、ベースポリマーの種類、分子量、結晶性、温度、応力条件などの影響が大きく、高分子量化や高粘度化が候補になる場合があります。
いずれの方向でも、流動性低下や薄肉充填性の低下は設計段階から見ておきたい副作用です。高剛性・変位抑制を重視するグレードと、薄肉加工向けの高流動グレードでは設計方向が異なるため、クリープを「変形の問題」として見るのか、「破壊寿命の問題」として見るのかを分けて確認することが重要です。
クリープ対策のトレードオフをより深く掘り下げた記事は準備中です。
用途別の選定早見表
以下のDecision Cardは、4つの代表的なトレードオフパターンについて、用途・条件・推奨アプローチ・注意点を整理したものです。自分の設計課題がどのパターンに近いかを確認する際の方向付けに活用してください。
難燃性付与(電気・電子部品の燃焼規格対応)
- 条件
- UL94 V-0/V-1要求あり・薄肉部品・量産成形サイクル重視
- 推奨(根拠)
- 難燃グレード選定時にYellow Card(UL Product iQ)で認定厚みを部品肉厚と照合する。MFR低下グレードでは成形温度・滞留時間の許容範囲を事前にメーカー確認
- 注意
- 流動性低下・モールドデポジット・分解ガス発生リスク。「V-0グレード=全肉厚でV-0保証」は誤り。認定厚みを下回る肉厚での成形は個別確認が必要
GF強化(構造部品の剛性・反り対策)
- 条件
- 高剛性要求あり・反りを抑えたい・寸法安定性を重視する部品
- 推奨(根拠)
- GF配向によるMD/TD方向の収縮異方性を考慮し、ゲート位置・流動方向・肉厚分布・製品形状を設計段階で確認する。必要に応じて流動解析・反り解析で反り方向と変形量を確認する
- 注意
- GF含有率だけで反りは決まらない。ゲート設計、流動方向、肉厚差、リブ配置、製品形状によって反り方が変わるため、材料変更だけでなく設計側の対策も合わせて見る必要がある
ヒートショック対策(金属インサートを含む樹脂部品)
- 条件
- IEC 60068-2-14準拠の温度サイクル試験要求・金属端子/ナットインサートあり・薄肉被覆成形
- 推奨(根拠)
- 耐HSグレードはエラストマー添加・低異方性化などにより、残留ひずみや発生ひずみに対する耐性を高める場合がある。流動解析でウエルド部の発生位置を確認し、金属インサート周辺・肉厚変化点・ウエルド部が重なる箇所を重点確認する
- 注意
- CAEはヒートショック寿命を直接保証するものではなく、形状変更前後の相対比較や、割れ起点になりやすい部位の確認に使う。流動性低下・モールドデポジット・成形管理負担の増加にも注意する。難燃要件がある場合はYellow Cardで耐HSグレードの認定厚みを個別確認
クリープ対策(長期荷重部位:締結部・圧入部・ばね爪)
- 条件
- 一定荷重または一定変形が長期継続・高温環境での変形抑制要求・薄肉長期使用部品
- 推奨(根拠)
- 変形量対策では高剛性化・フィラー強化を確認し、破壊寿命対策ではベースポリマー、分子量、温度、応力条件を確認する。設計時は常温の短時間弾性率だけでなく、使用温度・荷重時間・応力条件でのクリープ曲線やクリープひずみを確認する
- 注意
- 高分子量化・高粘度化やフィラー強化では、流動性低下や薄肉充填性低下が起きる場合がある。MFRだけで判断せず、必要に応じてスパイラルフロー等の実評価を行う
このカードはあくまで方向付けのための早見表です。実際に候補グレードを絞るときは、メーカー資料の確認、必要に応じた流動解析・反り解析、試作評価を組み合わせて判断します。
よくある質問(FAQ)
Q1. 「UL94 V-0グレード」を選べば、部品の難燃性は確保できますか?
グレードがV-0認定を持っていても、それだけで部品の難燃性が保証されるわけではありません。UL SolutionsのYellow Card(UL Product iQに掲載)には、燃焼等級と認定厚みが紐づいて記載されており、部品の実際の肉厚がそのグレードの最小認定厚みを下回る場合、V-0相当の難燃性は保証されません。グレード選定時はYellow Cardで認定厚みを部品肉厚と照合してください。材料認証と最終部品の安全性保証は別の話でもあります。
Q2. GF含有率を上げれば上げるほど、反りは大きくなりますか?
単純な比例関係ではありません。GF含有率が増えると、成形収縮率が小さくなったり、剛性が上がって変形しにくくなったりするため、反りを抑える方向に働く場合があります。一方で、GF配向によるMD/TD方向の収縮差、ゲート位置、肉厚分布、冷却条件、金型温度、保圧条件によっては、反りが大きくなる場合もあります。反りはGF含有率だけでなく、収縮量・収縮異方性・剛性・製品形状・成形条件のバランスで決まるため、設計段階で流動解析・反り解析を使って確認することが重要です。
Q3. 耐HSグレードと標準グレードの主な違いは何ですか?
耐ヒートショック対応グレード(耐HSグレード)は、エラストマー添加・高フィラー化・低異方性化などによって、残留ひずみや発生ひずみに対する耐性を高めることを狙う材料設計です。標準グレードより靭性やCTE異方性の面で有利になる場合がありますが、流動性が低下する場合や、エラストマー由来のモールドデポジットへの配慮が必要になる場合もあります。難燃要件がある場合は、耐HSグレードの認定厚みもYellow Cardで個別確認が必要です。
Q4. カタログに「高流動グレード」とあれば、薄肉成形の問題はないですか?
MFRが高いグレードを「高流動」と表記することは一般的ですが、MFRはあくまで参考指標であり、実成形時の流動長や充填安定性を直接保証するものではありません。射出成形時の流動性は非ニュートン流動(粘度がせん断速度で変わる流動)の影響を受け、成形条件・金型形状・樹脂温度によって変わります。薄肉充填性の確認には、スパイラルフロー試験(金型内を流れる樹脂の到達距離を測る評価)などの実評価を合わせて行うことが有効です。
まとめ
本記事で取り上げた4つのトレードオフパターンを振り返ると、それぞれに共通する構造が見えてきます。
- 難燃性付与:流動性低下・滞留安定性の低下・モールドデポジット・分解ガス。UL94認定厚みはグレードごとに個別確認が必要。
- GF強化:GF配向による収縮異方性と反り変形。ゲート設計、流動方向、肉厚分布、製品形状を合わせて確認する必要がある。
- ヒートショック対策:耐HSグレード採用による流動性低下・モールドデポジット・成形管理負担の増加。難燃認定厚みの個別確認も必要。
- クリープ対策:変形量対策では高剛性化・フィラー強化、破壊寿命対策ではベースポリマーや分子量、温度、応力条件を確認する。高分子量化・高粘度化やフィラー強化に伴う流動性低下、薄肉充填性への影響にも注意が必要。
冒頭で示した「カタログに出にくい背反」という構造は、4つすべてのパターンに一貫して当てはまります。性能値が上がる一方で、成形プロセスや量産安定性に影響する特性がデータシートから見えにくい——この構造を知っておくだけで、候補グレードを比較するときの確認軸が変わります。「このグレードを採用すると、何を得て何を失うか」を問いとして持つことが、設計初期の段階から量産評価計画まで一貫して使える視点です。
各パターンの詳細は準備中の子記事で深掘りしていきます。シリーズ全体の見取り図は材料・設計・両軸の3つの考え方をご覧ください。
参考資料
- トレリナ™ PPS樹脂 溶融粘度特性、流動性, 東レ株式会社. リンク
- How to Read the UL Solutions Yellow Card, UL Solutions. リンク
- トレコン™ PBT樹脂 成形加工, 東レ株式会社. リンク
- 樹脂流動解析に使用する材料データ 第5回 CAE解析の基礎知識, 旭化成株式会社. リンク
- トレリナ™ PPS樹脂 引張特性, 東レ株式会社. リンク
- トレリナ™ PPS樹脂 ウェルド特性, 東レ株式会社. リンク
- IEC 60068-2-14:2023 Environmental testing – Part 2-14: Tests – Test N: Change of temperature, IEC. リンク
- プラスチックCAEの基礎知識 第11回 疲労とクリープ, 旭化成株式会社. リンク

