
結論:系統を知り、Yellow Card を照合する
難燃グレードを選ぶとき、「カタログに V-0 と書いてあるから大丈夫」で止めると、量産段階でのトラブルリスクが残る場合があります。理由は二つあります。
一つ目は、難燃剤の系統(ハロゲン系・リン系・窒素系)によって副作用パターンが異なることです。成形安定性、流動性、金型汚れ、CTIへの影響は、難燃剤の系統や配合によって変わります。カタログ上の V-0 グレードでも、系統ごとに「何を得て、何を失いやすいか」が違います。
二つ目は、カタログや技術資料への「UL94 V-0」記載と、UL Product iQ 上の Yellow Card 登録は別物だということです。認定厚みが部品肉厚と一致しなければ、同一グレードであっても、その V-0 認定は部品にそのまま適用できません。
この記事は 材料選定のトレードオフを整理した親記事 の子記事として、難燃剤系統別の副作用パターンと Yellow Card 照合手順を、設計判断の軸として整理します。難燃性と材料・設計の分担については 難燃性と材料・設計の関係を整理した記事 もあわせてご参照ください。
「難燃剤が必要な樹脂」と「不要な樹脂」
難燃剤の話に入る前に、まず「そもそも難燃剤が必要かどうか」を樹脂(ベースポリマー)で区別しておくことが有効です。
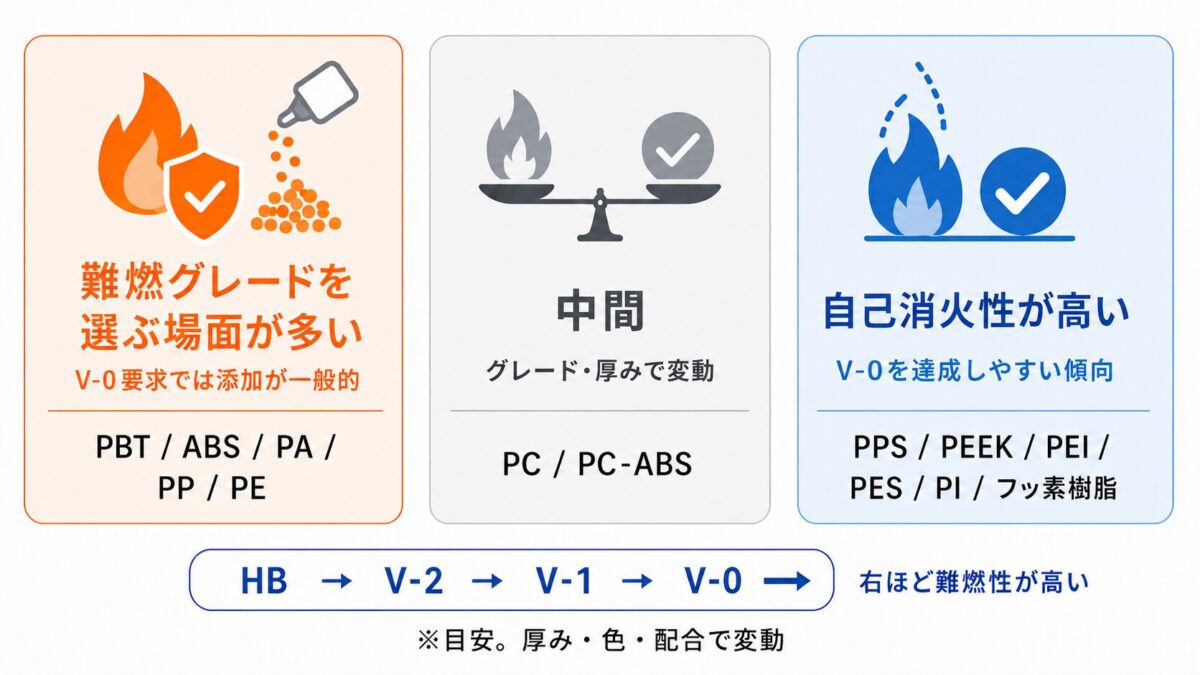
PPS、PEEK、PEI、PES、PI、フッ素樹脂などは、ポリマー骨格自体の耐熱性・化学的安定性・自己消火性が高く、難燃剤添加に頼らずに UL94 V-0 に分類される例が多い樹脂です。一方、PBT、ABS、PA、PP、PE などでは、V-0 が必要な用途で難燃グレードを選ぶ場面が多くなります。PC や PC/ABS アロイはその中間にあり、難燃剤配合によって V-0 を達成するケースが多い材料群です。
ここで注意したいのが、「自己消火性が高い」と「V-0 認定済み」は同一ではないということです。自己消火性の高いベースポリマーであっても、使用する厚み、色、材料配合によって UL94 等級は変わります。設計の出発点は、候補グレードの Yellow Card 登録を個別に確認することです。
難燃剤系統別の副作用パターン
難燃剤は、ハロゲン系、リン系、窒素系、無機系に大別できます。それぞれ燃焼を抑える原理が異なるため、副作用として現れやすい成形課題や設計上の確認点も変わります。
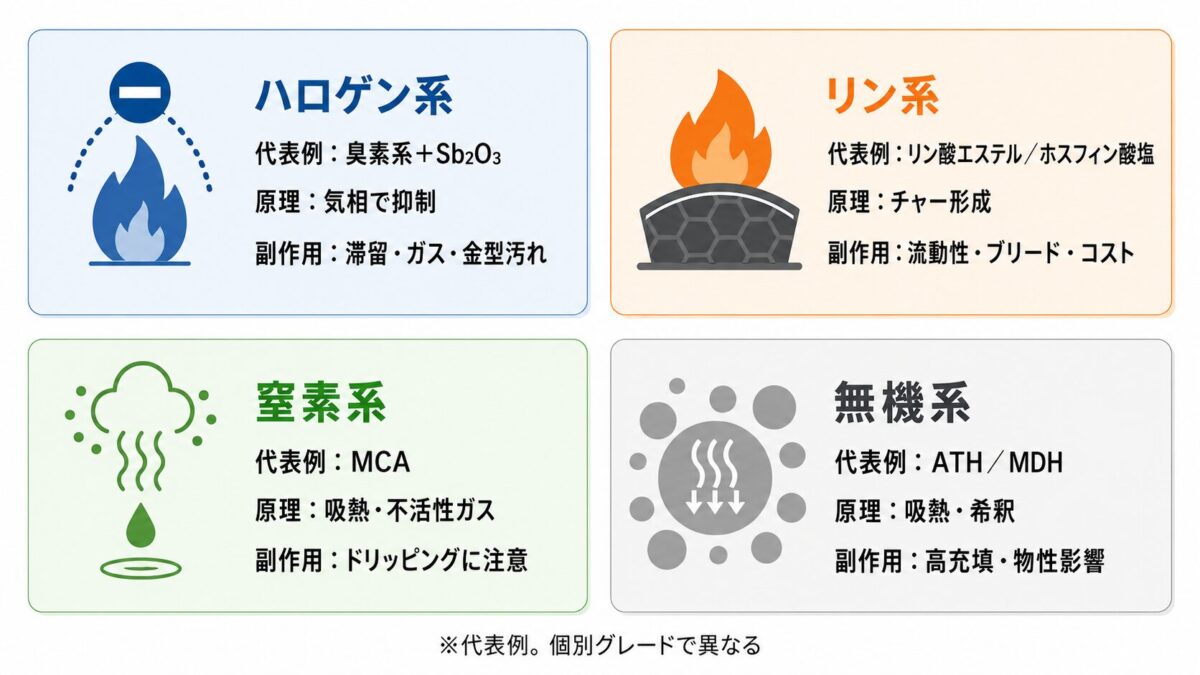
ハロゲン系(代表例:臭素系+三酸化アンチモン)は、主に気相でのラジカル連鎖反応を抑えることで難燃性を発現します。日本難燃剤協会(FRCJ)の解説資料では、三酸化アンチモンがハロゲン系難燃剤と相乗的に働き、ハロゲン化アンチモンの生成を通じて気相での燃焼抑制に寄与することが説明されています。難燃性を得やすい系統ですが、成形加工上は滞留安定性への影響、分解ガス、金型汚れ、ベント詰まりに注意が必要です。
リン系(代表例:リン酸エステル系、ホスフィン酸塩系)は、固相での炭化促進(チャー形成)や気相での燃焼抑制により難燃性を付与します。ノンハロゲン要求に対応しやすく、用途によっては高 CTI と難燃性を両立できるグレードもあります。ただし、十分な難燃性を得るために配合量が増える場合があり、流動性、ブリード(添加剤が経時で表面に浸み出す現象)、耐熱性、成形条件への影響は個別グレードで確認する必要があります。
窒素系(代表例:MCA=メラミンシアヌレート)は、主に PA 系樹脂で使われます。日本難燃剤協会(FRCJ)の解説資料では、熱分解・昇華による吸熱冷却と不活性ガス発生が燃焼抑制に寄与するメカニズムが示されています。成形時の分解ガスは臭素系に比べて腐食性が低いとされる一方、ドリッピング(燃焼時に溶融した樹脂や燃焼粒子が下へ落ちる現象)には設計上の配慮が必要です。
無機系(代表例:水酸化アルミニウム、水酸化マグネシウム)は、吸熱分解と不燃性ガスの放出により燃焼を抑えます。燃焼時にハロゲン化水素などの腐食性ガスを発生しにくい点が特徴ですが、十分な難燃性を得るには高充填が必要になる場合があります。そのため、成形加工性、比重、機械物性、外観への影響を含めて確認する必要があります。
代表的な組み合わせと注意点
系統別の原理を踏まえたうえで、代表的な樹脂×難燃剤の組み合わせと、それぞれの量産上の注意点を見ていきます。
PBT×臭素系難燃剤
臭素系難燃 PBT は、V-0 達成の実績が多く、量産コスト面でも選ばれやすいグレードです。難燃性を得やすい一方で、PBT は溶融温度以上での滞留や過度な熱履歴に敏感です。三菱ケミカル株式会社の NOVADURAN™ PBT 技術資料でも、PBT はシリンダー内で長時間滞留すると熱分解により分子量低下が生じ、高温ほど分解が進みやすいことが示されています。
そのため、臭素系難燃 PBT を量産に使う場合は、分解ガス、金型汚れ、ベント詰まり、離型不良などのトラブルを材料だけの問題として片づけず、滞留時間、シリンダー温度、金型温度、ベント設計、成形機サイズを含めて確認することが重要です。量産開始前には、滞留限界時間、連続成形時の金型汚れ、ベント清掃周期を材料メーカーに確認しておくと、後工程での手戻りを減らしやすくなります。
PBT×リン系(ノンハロゲン)
リン系・ノンハロゲン難燃 PBT は、難燃性と高 CTI の両立が求められる用途で候補になります。たとえば、株式会社ダイセルのハイパフォーマンスポリマーズSBU(旧ポリプラスチックス株式会社)の DURANEX®(ジュラネックス®)XFRシリーズでは、ノンハロゲン難燃 PBT として、従来の臭素系難燃 PBT より高い CTI を示す例が紹介されています。
ただし、このような値は個別グレードのデータであり、リン系難燃剤全般に適用できる保証値ではありません。リン系だから必ず高 CTI になるわけではなく、樹脂種、難燃剤、ガラス繊維、無機フィラー、安定剤、顔料などの配合で結果は変わります。CTI とトラッキングの詳細な選定軸については CTIとトラッキングの選定軸を整理した記事 で解説しています。
PA66×MCA(窒素系)
日産化学株式会社の MCA 技術資料には、PA66 単独が V-2 相当であるのに対し、MCA 添加配合で V-0 相当の難燃性を示す例が紹介されています。ただし、この結果は配合量や厚みに依存するため、PA66+MCAであれば一律に V-0 になるとは考えない方が安全です。
ここで設計上の注意点になるのが、UL94 V-0 の判定要件に「ドリッピングした燃焼物による綿への着火がないこと」が含まれている点です。MCA 系 PA66 では燃焼時にドリッピングが生じる可能性があるため、下方に配置された基板、ハーネス、可燃性部品への影響を設計段階から織り込んでおく必要があります。材料試験片での V-0 と、実部品配置での安全余裕は分けて確認することが重要です。
カタログ表記と Yellow Card は別物
材料選定でよく起きる誤解として、メーカーカタログや技術資料に「UL94 V-0」と記載されていれば、Yellow Card 登録も確認済みと思い込んでしまうケースがあります。
しかし、Yellow Card は、メーカーが UL Solutions に申請し、試験・認証を経て登録された材料情報です。自社試験データのみの場合、登録申請中の場合、「UL 相当」といった表記の場合は、正式な Yellow Card 登録とは区別する必要があります。メーカー技術資料の記載値は代表値や参考値として提示される場合があり、第三者認証とは性質が異なります。
認証表示の誤認を避けるには、カタログ確認と並行して、UL Product iQ で一次情報を照合する手順を設計の標準手順として位置づけることが有効です。
加えて、業界では認証データの取り扱いに関する事案が報じられた例もあります。Yellow Card は第三者認証の根幹を担う制度であり、設計・調達の側では、自社試験で代替するのではなく、最新の Yellow Card データをサプライヤーから定期的に取得し、必要に応じて UL Product iQ で一次情報を再確認する基本姿勢を継続することが重要です。
Yellow Card の読み方と認定厚みの照合手順
Yellow Card で確認すべき項目は主に四つです。
- グレード名(Material)
- 色(Color)
- 最小認定厚み(Min Thk)
- 難燃等級(Flame Class:V-0 / V-1 / V-2 / HB)
この四つの組み合わせで、認定条件が決まります。同一グレードであっても、色が異なれば認定厚みが変わることがあります。そのため、グレード名だけでの確認は不十分です。また、部品肉厚が Min Thk を下回る場合、そのグレードの V-0 認定はその部品には適用されません。
実際の照合手順は次のとおりです。
- 候補グレード名をカタログで確認する
- UL Product iQ で該当メーカー・グレードを検索する
- Yellow Card を開き、使用する色、Flame Class、Min Thk を確認する
- 部品肉厚と Min Thk を照合し、部品肉厚が Min Thk 以上であることを確認する
- 不明点はメーカーに File No. を示して問い合わせる
難燃グレードの処方設計の背景を理解しておきたい場合は、合成とコンパウンドの違いを整理した記事 が参考になります。
用途別の選定早見表
以下の Decision Card は、難燃系統と用途要件の組み合わせごとに、選定の方向性と注意点を整理したものです。
電気・電子コネクタ
- 条件
- V-0要求・高CTI(500V以上)・ノンハロゲン要求
- 推奨(根拠)
- リン系ノンハロゲン難燃PBTを候補にする。一部グレードでは、高CTIとUL94 V-0を両立する例がある。
- 注意
- リン系全般が高CTIとは限らない。個別グレードのYellow Card、CTI値、認定厚みを必ず確認する。
家電・産業機器の射出成形部品
- 条件
- V-0要求・量産コスト優先・ノンハロゲン不問
- 推奨(根拠)
- 臭素系難燃PBTを候補にする。気相連鎖抑制で難燃性を得やすく、量産実績が多い系統である。
- 注意
- 滞留・熱履歴によって分解ガス、金型汚れ、ベント詰まりのリスクがある。量産前に滞留限界、清掃周期、成形条件の幅をメーカーに確認する。
電気・電子部品のコネクタ、端子台、スイッチ周辺部品(PA66部品)
- 条件
- V-0要求・軽量化・ノンハロゲン
- 推奨(根拠)
- MCA系PA66を候補にする。不活性ガス発生・吸熱冷却などにより難燃性を付与し、配合・厚み条件によってV-0を達成できる場合がある。
- 注意
- 下方部品、基板、ハーネスへのドリッピング影響を設計段階で確認する。Yellow Card登録と認定厚みの照合は省略しない。
高耐熱・難燃を同時要求する自動車電装・産業機器部品
- 条件
- V-0必須・連続使用温度150℃以上・難燃剤添加による物性低下を抑えたい
- 推奨(根拠)
- PPS、PEEK、PEIなどの高耐熱樹脂を候補にする。ポリマー骨格自体の耐熱性・自己消火性が高く、難燃剤添加に頼らずに V-0 に分類される例が多い。
- 注意
- 材料価格、成形温度、金型温調、認定厚みは個別確認が必要。自己消火性が高いことと、使用グレードがYellow CardでV-0登録されていることは同じではない。
グリーン調達・RoHS/REACH対応品
- 条件
- ハロゲンフリー要求・環境規制対応
- 推奨(根拠)
- ノンハロゲン系(リン系・窒素系・無機系)を候補にする。規制要件は用途、地域、顧客仕様で個別確認する。
- 注意
- 「ハロゲンフリー」とRoHS適合は同一ではない。PBBおよびPBDE以外の臭素系難燃剤がRoHS対象外になる場合もある。
このカードはあくまで方向づけの早見表です。最終的な材料選定には、Yellow Card 照合、メーカーへの問い合わせ、実用途での評価が必要になります。
よくある質問(FAQ)
Q1. カタログに「UL94 V-0」と書いてあれば、Yellow Card 登録も済んでいると考えてよいですか?
そのまま V-0 認定済みと判断するのは早計です。Yellow Card 登録は、メーカーが UL Solutions に申請し、試験・認証を経て登録されたときに確認できるものです。カタログへの記載とは別に、UL Product iQ で確認する必要があります。「自社試験による参考値」「UL 相当」「申請中」といった表記は、正式な Yellow Card 登録とは区別してください。
Q2. リン系難燃剤を使うと CTI(トラッキング指数)は上がりますか?
必ずしも上がるとは限りません。臭素系難燃剤を含む処方では CTI が低下する場合があり、リン系ノンハロゲン処方では高 CTI を示すグレードもあります。ただし、「リン系=高 CTI」と一般化はできません。配合設計、樹脂種、ガラス繊維、無機フィラー、顔料などによって変わります。CTI とトラッキングの詳細な選定軸については CTIとトラッキングの選定軸を整理した記事 をご参照ください。
Q3. PA66+MCA グレードは、V-0 でも燃焼時にドリッピングしますか?
MCA 系 PA66 は、不活性ガス発生・吸熱冷却などによって難燃性を付与しており、配合と厚みによっては V-0 を達成できます。一方で、UL94 V-0 の要件には「ドリッピングした燃焼物による綿への着火がないこと」が含まれており、ドリッピングが発生しないことを意味するわけではありません。実部品では、ドリッピングが発生した場合に下方の基板、ハーネス、可燃性部品に影響しないよう、部品配置を設計段階から検討しておくことが必要です。
Q4. 「ハロゲンフリー」と「RoHS 適合」は同じですか?
この二つは同一ではありません。RoHS は、鉛、カドミウム、水銀、六価クロム、特定の臭素系難燃剤(PBB および PBDE)などを規制するものですが、すべての臭素系難燃剤が RoHS 非適合になるわけではありません。一方、「ハロゲンフリー」は臭素や塩素などを含まない処方を指す表現です。グリーン調達や顧客仕様でハロゲンフリーが要求される場合、RoHS 要件とは別に顧客仕様を確認する必要があります。
Q5. PPS・PEEK を使えば難燃剤なしで必ず V-0 になりますか?
傾向としては V-0 を達成しやすいベースポリマーですが、必ずとはいえません。添加剤、他ポリマーとのアロイ化、強化材、色、厚みによって認定条件は変わります。自己消火性の高いベースポリマーであっても、使用する特定グレードの Yellow Card 登録、色、認定厚みを個別に確認する手順は省略できません。「自己消火性が高い」と「V-0 認定済み」は別の確認事項です。
まとめ
難燃グレード選定のポイントを三点に整理します。
一点目は、系統別の副作用パターンを予測軸として持つことです。ハロゲン系は難燃性を得やすい一方で、滞留管理と金型汚れへの注意が必要です。リン系ノンハロゲンは高 CTI との両立候補になり得ますが、難燃剤の配合量が増える場合の副作用確認が必要です。MCA 系窒素系は PA66 での V-0 達成に使われますが、ドリッピング挙動を設計に織り込む必要があります。
二点目は、カタログの V-0 表記と Yellow Card 登録を混同しないことです。UL Product iQ で、グレード名、色、Min Thk、Flame Class を確認する手順は、設計の早い段階で実施する習慣にしたいところです。
三点目は、認定厚みと部品肉厚の照合です。V-0 が認定されている厚みより薄い肉厚の部品では、同一グレードであっても当該難燃等級は適用されません。
系統の副作用を予測し、Yellow Card で一次情報を照合し、正確な確認項目を持ってメーカーに問い合わせる。この三ステップが、カタログに出にくい背反を設計段階で押さえ、量産トラブルの未然防止につながります。難燃性付与の全体像については 材料選定のトレードオフを整理した親記事 でご確認いただけます。
参考資料
- UL Solutions, Combustion / Fire Tests for Plastics (UL94 V-0/V-1/V-2判定基準、ドリッピングした燃焼物の評価)
- UL Solutions, UL Solutions Yellow Card Plastics Recognition Program, Guide to the UL Solutions Yellow Card (Yellow Card、UL Product iQ、色、最小厚み、Flame Classなど)
- 三菱ケミカル株式会社, NOVADURAN™ PBT Technical Data (PBTの熱履歴、電気特性、難燃グレードに関する技術資料)
- 第一工業製薬株式会社, プラスチック用難燃剤 (ハロゲン系難燃剤と三酸化アンチモンの相乗効果)
- 日産化学株式会社, Melamine Cyanurate, 日本難燃剤協会, メラミンシアヌレート (MCAの難燃メカニズム、PA系樹脂への適用、PA66へのMCA添加例)
- 一般社団法人プラスチック成形加工学会, ノンハロ難燃PBT樹脂「DURANEX®(ジュラネックス®)XFRシリーズ」 (ノンハロゲン難燃PBT、高CTI、UL94 V-0)
- Victrex, PEEK Materials Properties Guide, SABIC, ULTEM™ Resin (PEEK・PEIの難燃性、UL94 V-0、高耐熱樹脂の代表例)

